Flying Bear Tornado
Einleitung und Kurzbeschrieb

Beim Flying Bear Tornado handelt es sich um einen recht grossen 3D Drucker aus chinesischer Produktion. Folgende Daten zeichnen diesen Drucker aus:
| Druckergrösse: | 570 x 580 x 530mm (B x T x H, gemessen, Höhe ca. 760mm mit Bowden) |
| Gewicht: | 18kg |
| Druckgrösse: | max. 350 x 290 x 300mm (L x B x H) |
| Bauart: | H-Bot |
| Z-Achse: | 2 Trapez Spindel, über je einen Schrittmotor angetrieben (Parallel) |
| Filament: | 1.75 mm, alle üblichen Materialien, wie PLA, ABS etc. |
| Anzahl Hot-Ends: | 2 |
| Anzahl Extruder: | 2, über Bowden (Kunststoffschlauch vom Extruder zum Hot-End) |
| Düsen: | 0.4 mm Durchmesser, kompatibel zu E3D. Bis max. 240° C |
| Heizbett: | Alu, beheizt, max. 120° C. Oberfläche Kunststofffolie (ähnlich Build-Tak) |
| Druckgeschwindigkeit: | max. 150mm/s |
| Schichten: | 0.05 - 0.3mm |
| Auflösung: | Z 0.002mm, X/Y 0.01mm |
| Besonderes: | Automatische Druckbett-Nivellierung (Hallsensor Prinzip) X- und Y-Achsen mit Linearführungen 10mm breiter Zahnriemen in H-Bot Anordnung Bedienung mit Farb-Touchscreen PC Anschluss mit Typ B USB Stecker Steckplatz für SD-Karte und USB Stick |
Damit erfüllt der Flying Bear Tornado alle gesetzten Anforderungen an meinen zweiten 3D-Drucker, insbesondere was den Dual-Extruder und die Druckgrösse betrifft.
Erster Eindruck
Der Drucker wird
als Bausatz geliefert, die Lieferung von China erfolgte innerhalb von zwei
Wochen. Sämtliche Bauteile sind sehr übersichtlich und gut geschützt
verpackt. Der Rahmen des Druckers besteht aus massiven, präzise gefertigten
Stahl-Profilen, wobei der obere Rahmen als fertiges, verschweisstes Teil
vorliegt. Die ganze Konstruktion ist sehr stabil.
Überhaupt macht nicht nur die Verpackung, sondern alle gelieferten Teile
einen sehr professionellen Eindruck.
Zusammenbau
Der mechanische
Zusammenbau ist problemlos, allerdings liefert der Hersteller keine
detaillierte Anleitung mit; der Zusammenbau erfolgt stattdessen anhand eines
Youtube Videos. Dieses ist zwar sehr gut gemacht, eine elektronische
Anleitung zum Durchblättern und Nachschlagen wäre aber hilfreich. Die
wichtigsten Werkzeuge wie Sechskant-Schlüssel und Gabelschlüssel sind dem
Bausatz beigelegt. Eigene, bessere Werkzeuge sowie ein
Elektronik-Seitenschneider und bei Bedarf eine Lötstation sind hilfreich.
Daneben sind keine speziellen Werkzeuge erforderlich.
Bei der Verkabelung muss man sich mit dem Verdrahtungsschema begnügen.
Leider sind die gelieferten Kabellängen nicht immer passend, so dass hier
schon mal Litzen verlängert werden müssen. Auch wird es schwierig, überlange
Kabel - vor allem der Motoren – sauber zu verstauen.
Die
Passgenauigkeit der Teile ist sehr gut. Bei meinem Drucker wurde allerdings
eine falsche Flexkupplung (5 zu 5mm statt 5 zu 8mm) für die Z-Achse
geliefert, welche aber problemlos bei jedem guten 3D-Shop bezogen werden
kann. Daneben fehlten zwei Kugellager.
Alles in allem war ich aber positiv von der Qualität der Konstruktion und
der gelieferten Teile überrascht. Schwierigkeiten gibt es beim mechanischen
Zusammenbau keine, alles passt, besonders knifflig ist der Zusammenbau
ebenfalls nicht.
Inbetriebnahme
Als erstes stellte ich fest, dass die Firmware nicht zur Konfiguration mit dem Touchscreen passte. Eine passende Firmware für diesen Drucker zu finden gestaltet sich nicht gerade einfach. Hier sollte der Hersteller die aktuelle Version auf seine Webseite bereitstellen, oder zumindest ein Hinweis zur Quelle.
Nach dem Update der Firmware mittels SD Karte konnten die grundlegenden Funktionen des Druckers über das Touchscreen getestet werden. Dabei zeigen sich die Nachteile dieser Bedienung. Zum manuellen Verfahren einer Achse kann der Verfahrweg in 0.1, 1 und 10mm Schritten ausgewählt und anschliessend die entsprechende Achse durch Berührung des entsprechenden Symbols bewegt werden. Der Touchscreen reagiert auf Berührungen allerdings sehr empfindlich. Es kann somit vorkommen, dass der Befehl gleich zwei oder dreimal ausgeführt wird. Befindet sich die Achse dabei zu nahe dem mechanischen Endpunkt, kommt es zu einer Kollision. Bei der Z-Achse führt dies meist dazu, dass diese komplett neu justiert werden muss – eine zeitraubende Angelegenheit.
Überhaupt hat mir die Z-Achse einige Sorgen bereitet. Nach der manuellen
Justierung an den vier in den Ecken befindlichen Schrauben – welche leider
an der Unterseite des Druckbettes kein festes Gewinde haben, sondern mit
Flügelmuttern verschraubt sind – wurde die Autonivellierung über den
Touchscreen getestet. Jeder Versuch scheiterte hierbei. Es stellte sich
heraus, dass eine oder beide Motoren der Z-Achse Schritte verlieren. Als
Folge muss die Z-Achse jeweils wieder neu justiert werden. Ursächlich für
dieses Problem ist das Konzept des Anschlusses der beiden Motoren. Diese
sind über einen Y-Verbinder am gleichen Elektronikausgang angeschlossen. Der
Treiber dieses Ausgangs konnte aber den notwendigen Strom dazu nicht
bereitstellen. Abhilfe brachte eine Justierung des Motortreibers.
Weitere Anmerkungen zur Bedienung: Etwas unschön und verwirrend sind die
Symbole zum Verfahren der Achsen. Bei den X- und Y-Achsen zeigen die Symbole
in diagonaler Richtung. Dies entspricht der tatsächlichen Achsbewegung der
Motoren bei einem H-Bot System. Die Firmware rechnet die Bewegungen
allerdings in das X-Y Koordinatensystem um. Dies ist auch sinnvoll, damit
alle gängigen Druckerprogramme wie Cura, Repetier-Host, Simplify3D und
andere problemlos verwendet werden können. Die Symbole auf dem Touchscreen
entsprechen also nicht den Bewegungen, welche damit ausgeführt werden.
Überhaupt sehe ich die Bedienung mit Touchscreen gegenüber einer solchen mit
Druck-Drehknopf als grossen Nachteil an.
Der Anschluss an
den PC erfolgt über ein Standard USB2 Kabel mit A- und B-Stecker.
Installiert habe ich nach Anschluss des Druckers die Software Cura. Dabei
wird auch gleich der notwendige Treiber für den USB zu seriell Konverter,
welcher ein integraler Bestandteil der Drucker-Elektronik ist, installiert.
Falls dies nicht gelingt, kann im Windows Gerätemanager nach einem passenden
Treiber gesucht werden.
Nun konnte der
Drucker durch die Software – zuerst versuchsweise manuell – gesteuert
werden.
Erste Tests zum Drucken kleiner Teile stellten sich jedoch als Katastrophe
heraus. Die Position der Z-Achse war immer wieder falsch, das Druckbett ist
hierbei mehrfach in die Druckerdüsen geknallt – worauf die zeitraubende
Neujustierung der Druckplatte erforderlich war.
Nach einigen frustrierenden Stunden gelang es dann, einen Druck mit der
korrekten Startposition zu beginnen. Das Teil nahm Form an, und sah zuerst
richtig gut aus. Nach der Fertigstellung stellte sich jedoch heraus, dass
das Teil nur 3 statt 6 mm hoch war. Hier lag der Fehler an dem falschen Wert
für die Anzahl Schritte der Z-Achse in der Konfiguration der Firmware.
Notwendig sind 1600 Schritte pro Millimeter, konfiguriert waren aber 800
Schritte.
Da viele Benutzer von diesem Problem mit dem Flying Bear berichten, habe ich
im nächsten Abschnitt die Lösung dazu detailliert beschrieben.
Einstellungen
Normalerweise
müssen die Konfigurationswerte der Firmware nicht verändert werden, wenn der
Hersteller diese passend zum Drucker und den verwendeten Bauteilen
vorkonfiguriert hat.
Änderungen an den EEPROM Werten beschränken sich deshalb meist auf eigene
Anpassung am Drucker, beispielsweise nach einem Tausch des Extruders.
Bei meinem Flying
Bear Tornado waren die Schritte für die Z-Achse jedoch falsch. Die Anpassung
ist aber glücklicherweise einfach und schnell erledigt – sofern man die
Vorgehensweise dazu kennt.
Aus diesem Grund habe ich dieses hier beschrieben.
Zuerst muss man die im Drucker gespeicherten Werte auslesen können. Dazu eignet sich das Programm Repetier-Host hervorragend. Dieses kann kostenlos heruntergeladen werden.
Konfiguration aus EEPROM laden und neue Werte speichern:
| Repetier-Host
starten. Wenn zuvor Cura installiert wurde und mit dem Drucker eine
Verbindung aufgebaut werden kann, so kann im Windows Geräte Manager die COM Schnittstelle
gefunden werden. In meinem Fall war dies COM8. Diese Schnittstelle dann in Repetier-Host verwenden. 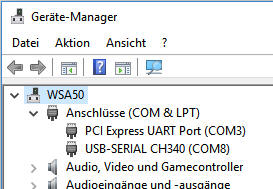 | |
Repetier-Host mit dem Drucker verbinden (Schaltfläche
«Verbinden»). | |
| Manuelle Kontrolle wählen, hier können einzelne Befehle an
den Drucker gesendet werden. Dazu wird der entsprechende Befehl im Feld G-Code eingegeben, danach auf die Schaltfläche Senden klicken. 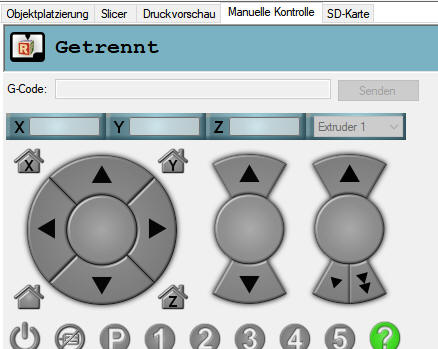 | |
| EEPROM auslesen: Im Feld G-Code M501 eingeben und
auf die Schaltfläche Senden klicken. Nun können die aktuellen
EEPROM-Werte des Druckers in Repetier-Host bei den Drucker-Werten
angezeigt werden. Es werden diverse Konfigurationswerte angezeigt, wie Anzahl Schritte der verschiedenen Achsen. Bei der Z-Achse steht 800, also 800 Schritte für einen Millimeter. | |
| Werte ändern: Wieder zurück in der Anzeige für die
manuelle Kontrolle wird nun der Befehl M92 Z1600 eingegeben und
ausgeführt. Dieser Befehl setzt die Anzahl Schritte der Z-Achse pro
Millimeter auf 1600 | |
| Zum Schluss noch den Wert dauerhaft im EEPROM speichern: Befehl M500 eingeben und ausführen. |
Einstellung der Startwerte in Cura
Eine entscheidende Voraussetzung für einen fehlerfreien
Druck in guter Qualität ist die erste Druckschicht. Dabei kommt es vor allem
auf den korrekten Abstand der Druckdüse zum Druckbett an. Ich hatte einige
Schwierigkeiten, durch mechanische Höheneinstellung des Druckbettes den
korrekten Wert festzulegen. Eine einfache Möglichkeit, die Höhe des
Bett-Sensors einzustellen, ist bei diesem Drucker nicht vorhanden.
Ich habe deshalb einen recht hohen Abstand als Grundwert gewählt, und danach
mit dem Start G-Code in Cura einen Offset eingegeben. Dies wird mit dem
Befehl G92 realisiert. In meinem Fall erwies sich ein Wert von 5.6mm als
optimal.
Und hier sind alle Zeilen, welche ich als Start G-Code verwende:
M107
;start with the fan off
M280 P0 S160 ; BLTouch alarm release
G28 ;Home
G29 ;Auto LEVEL
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
G0 X10 Y10 Z5 F6000 ; Go to the left front corner
G92 E0 ; zero the extruded length
G1 F200 E20 ; Drop a blob
M280 P0 S160 ; BLTouch alarm release
G0 X30 Y30 F6000 ; Move head away from blob
G92 E0 Z5.6; zero the extruded length again and set Z-Offset to 5.6mm
G1 F9000 ;Put printing message on LCD screen
M117 Printing...
G0 Z0.3 ;move Z Axis to 0.3mm above bed
Betrieb
Nach den erwähnten anfänglichen Problemen mit der Z-Achse und deren Behebung stellt sich der Betrieb des Flying Bears zusammen mit der Software Cura (ich verwende derzeit die Version 4.1) als absolut problemlos dar.
Mit den Befehlen im Start G-Code wird die Z-Achse kalibriert (Auto Bed Leveling). Danach startet der Druck. Eher hinderlich beim Druck mit einer Düse erweist sich das Vorhandensein der zweiten Düse. Bei Unebenheit der jeweils obersten Schicht – was vor allem bei grossflächigen Teilen nichts Aussergewöhnliches ist – streift die zweite Düse auf dieser Schicht, was zum Rattern des ganzen Druckkopfes führt. Eine Verbesserung kann durch Aufwärmen der zweiten Düse auf Drucktemperatur erreicht werden, da diese dann die Oberfläche beim Durchfahren schmilzt und etwas glättet. Dazu sollte natürlich kein Filament im zweiten Extruder geladen sein. Alternativ kann die Düse natürlich auch abgeschraubt werden.
Der erste Ausdruck (jetzt mit korrekter Höhe) zeigt die Stärken der Drucker-Konstruktion mit stabilem, geschweisstem Metallrahmen und den präzisen Linearführungen vom Flying Bear sowie vom H-Bot Design. Der Drucker arbeitet ausgesprochen leise, die Achsbewegungen sind nur leicht hörbar. Am lautesten ist der Ventilator des Druckkopfes und dasjenige des Netzteils, welches aber nur sporadisch einschaltet.
Die gedruckten Teile sind präzise, die Oberflächen für einen Drucker nach dem FDM Verfahren ausgesprochen ansprechend. Ein Vorteil ist auch die Verwendung von 1.75mm Filament. Im Gegensatz zum 3mm Pendant ist dieses leichter handhabbar und neigt vor allem kaum zum Brechen. Man kann das geladene Filament problemlos einen Tag oder länger im Drucker belassen. Das 3mm Filament bei meinem K8200 muss ich im Vergleich dazu sofort entladen, da es schon nach kürzester Zeit bricht.
Überrascht hat mich die einfache Handhabung der Extruder mit dem Bowden zu den Hot-Ends. Hier hatte ich doch einige Bedenken. Wie sich diese allerdings mit flexiblem Material verhalten, muss ich zuerst noch testen.
Ebenfalls positiv überrascht hat mich die Tatsache, dass die Hotends beim Drucken praktisch nicht tropfen. Ein Problem, welches ich mit meinem K8200 trotz Tausch des Original Hotends und des Extruders mit Produkten der Firma E3D nie komplett eliminieren konnte. Auch diesem Umstand kommt die Verwendung von 1.75mm Filament wohl entgegen.
Bei den Angaben zur Druckgeschwindigkeit handelt es sich – wie bei allen 3D-Druckern - um theoretische Werte. Diese definieren die maximalen Geschwindigkeiten der X- und Y-Achsen, und sind nicht sehr aussagekräftig. In der Praxis wird die Druckgeschwindigkeit massgeblich durch das Druckverfahren (FDA) und die erreichte Qualität definiert. Grundsätzlich gilt, dass eine höhere Geschwindigkeit zu Lasten der Qualität geht. Durch die Konstruktion des Flying Bears nach dem H-Bot Prinzip ist die bewegte Masse klein, da nur der Druckkopf und dessen Aufhängung in Bewegung ist. Das Druckbett sowie sämtliche Antriebsmotoren bleiben dagegen stationär. Im Gegensatz dazu werden bei Druckern mit X/Y Tischen der Drucktisch und die entsprechenden Motoren bewegt. Eine kleine bewegte Masse ist entscheidend für eine hohe Beschleunigung und Verzögerung sowie für eine hohe Präzision. Hier trumpft der Flying Bear auf. Selbst bei grossen Druckgeschwindigkeiten wird eine hohe Druckqualität der Teile erreicht.
Auto-Nivellierung des Druckbettes
Was anfänglich einigen Ärger bei der Inbetriebnahme und anschliessender
Justierung verursachte, erweist sich im Betrieb als hervorragendes Merkmal.
Da die Motoren der Z-Ache immer wieder Schritte verloren, hat die
Auto-Nivellierung zu Beginn nie korrekt funktioniert. Nachdem dieses Problem
durch Justierung des Motorstromes bereinigt werden konnte, funktioniert
dieses Merkmal absolut störungsfrei.
Bei jedem Druckbeginn wird der Drucktisch an neun Stellen gemessen. Diese
neun Werte der Lage des Druckbettes werden durch die Firmware verwendet,
während dem Druck die Z-Achse laufend minimal zu bewegen und dadurch den
Abstand des Druckkopfes zum Druckbett konstant zu halten. Das Druckergebnis
beweist es: alle Teile sind mit gleicher Qualität und in gleicher Höhe
gedruckt, egal wo sich diese auf dem Druckbett befinden. Speziell bei der
ersten Schicht ist die Einhaltung der exakten Höhe entscheidend. Eine
Funktion also, welche ich nicht mehr missen möchte.
Geplante Änderungen und Anpassungen
Im Gegensatz zu meinem ersten 3D-Drucker, dem Velleman K8200, welcher in der gelieferten Ausführung nahezu unbrauchbar war, und nur mit erheblichen Veränderungen und Anpassungen nun ein ordentliches Druckergebnis erzielt, liefert der Flying Bear Tornado von Anbeginn ein sauberes Ergebnis. Sowohl die Bewegungen der Achsen, wie auch die präzise Platzierung des Materials mit den 0.4mm Düsen und der Materialvorschub mit den beiden Extrudern geben kaum Raum für nennenswerte Verbesserungen. Lediglich in kleineren Details plane ich Nachbesserungen, beispielsweise bei der Kabelführung für den Endschalter der Y-Achse.
Die Haftung der Bauteile auf dem Druckbett ist wie von der Build-Tak Folie gewohnt. Vor allem PLA haftet hier sehr gut, so gut, dass grössere Teile nur schwer davon zu lösen sind. Hier werde ich den Drucker mit dem nicht ganz günstigen Build-Tak Flex System nachrüsten. Leider ist dieses derzeit (Stand Juni 2019) nicht in der erforderlichen Grösse von 400 x 300mm erhältlich.
Fazit
Es ist noch zu früh, eine abschliessende Beurteilung des Flying Bears zu geben. Der erste Eindruck überzeugt aber voll und ganz. Die stabile Konstruktion lässt dazu noch eine lange Lebensdauer erwarten. Bei einem Kaufpreis von rund 650 CHF (etwa 565 Euro) ist der Drucker sehr günstig für das gebotene und bietet eine Druckqualität in der Klasse der 2 bis 4 Tausend Franken teuren Druckern. Die Ausstattung mit dem grossen Druckbereich und Dual Hotends ermöglichen den Druck vieler Teile, welche sonst nur mit professionellen Druckern erstellt werden können.
Ich kann den Flying Bear Tornado uneingeschränkt empfehlen.
Seite erstellt am:
Letzte Änderung:
10.06.2019
22.06.2019