|
|
 |
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
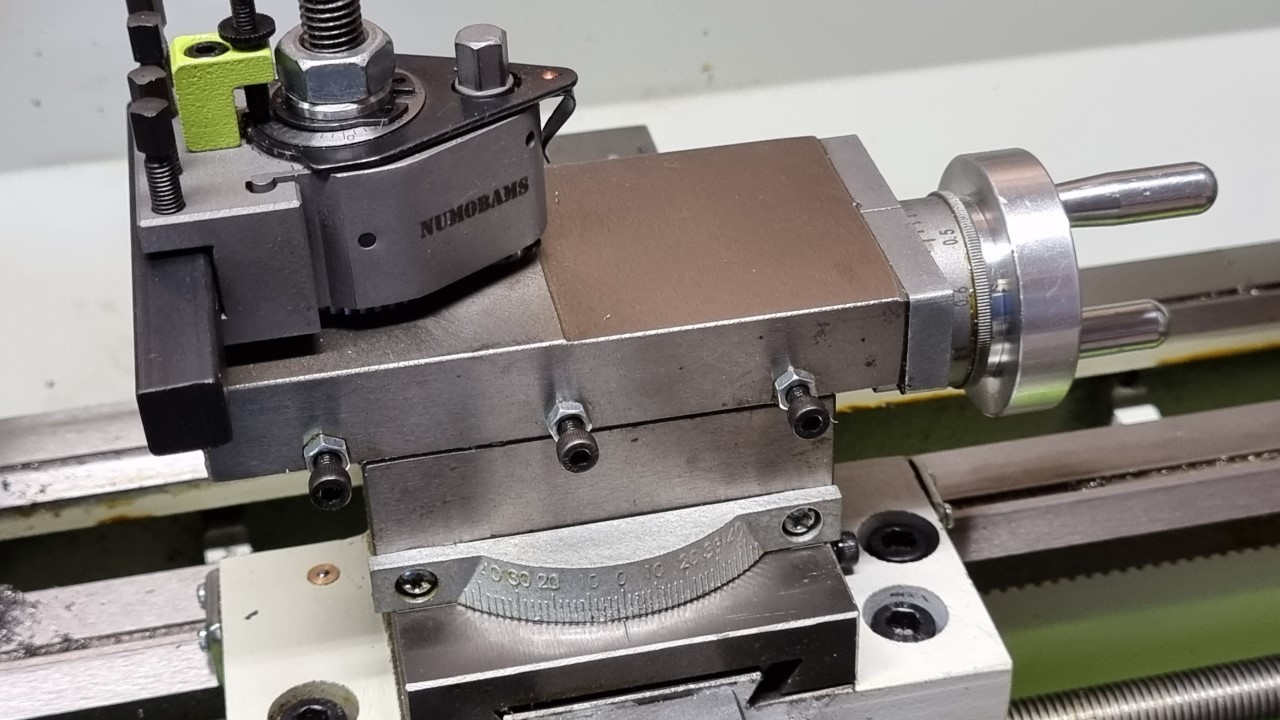
Kleine Drehmaschine für Modellbahn-Teile
Schon seit Jahren oder Jahrzehnten liebäugelte ich mit einer Drehmaschine. Von diesen Mini-Drehmaschinen gibt es sehr viele Ausführungen, die meisten davon stammen aus China. Viele Maschinen gleichen sich - bis auf die Farbe - wie ein Ei dem anderen. Und trotzdem gibt es zum Teil massive Unterschiede in der Qualität, sowohl bei den Maschinen selbst wie auch beim mitgelieferten Zubehör.Lange habe ich mit einer Proxxon PD 250/E geliebäugelt. Von der Grösse her würde diese für die meisten Teile ausreichen, welche ich herzustellen gedenke. Allerdings erschien mir diese Maschine allein schon vom Gewicht von nur 12 kg doch etwas zu schwach.
Ich habe mich schlussendlich für eine Maschine der 210er Klasse der Firma
Numobams entschieden.
Die 210er Klasse ist wohl eine meistverkauften Typen-Reihen im Hobbysektor. Sie
werden unter ähnlichen Bezeichnungen angeboten, wie WM210, NU210 etc.
Die Zahl 210 kommt von dem Umlaufdurchmesser über dem Maschinenbett. Im
Zollmass heissen diese Maschinen 8 x 16, also 8 Zoll Durchmesser mal 16 Zoll
Spitzenweite. Der kleinere Bruder ist die 7 x 14 Maschine.
Die 210er Maschinen haben im allgemeinen eine Spitzenweite von 400mm,
Ausführungen mit bis zu 800mm sind erhältlich.
Meine Maschine ist mit einem elektronisch stufenlos geregeltem 750W Asynchron-Motor ausgerüstet. Ein Dreibackenfutter von Sanou mit 38mm Bohrdurchmesser ist im Lieferumfang enthalten, ein Vierbackenfutter ist optional erhältlich.
Vorausschicken muss ich noch, dass ich zuvor noch nie mit einer Drehmaschine gearbeitet habe, in diesem Bereich bin ich also ein absoluter Laie.
 |
 |
 |
|||
|
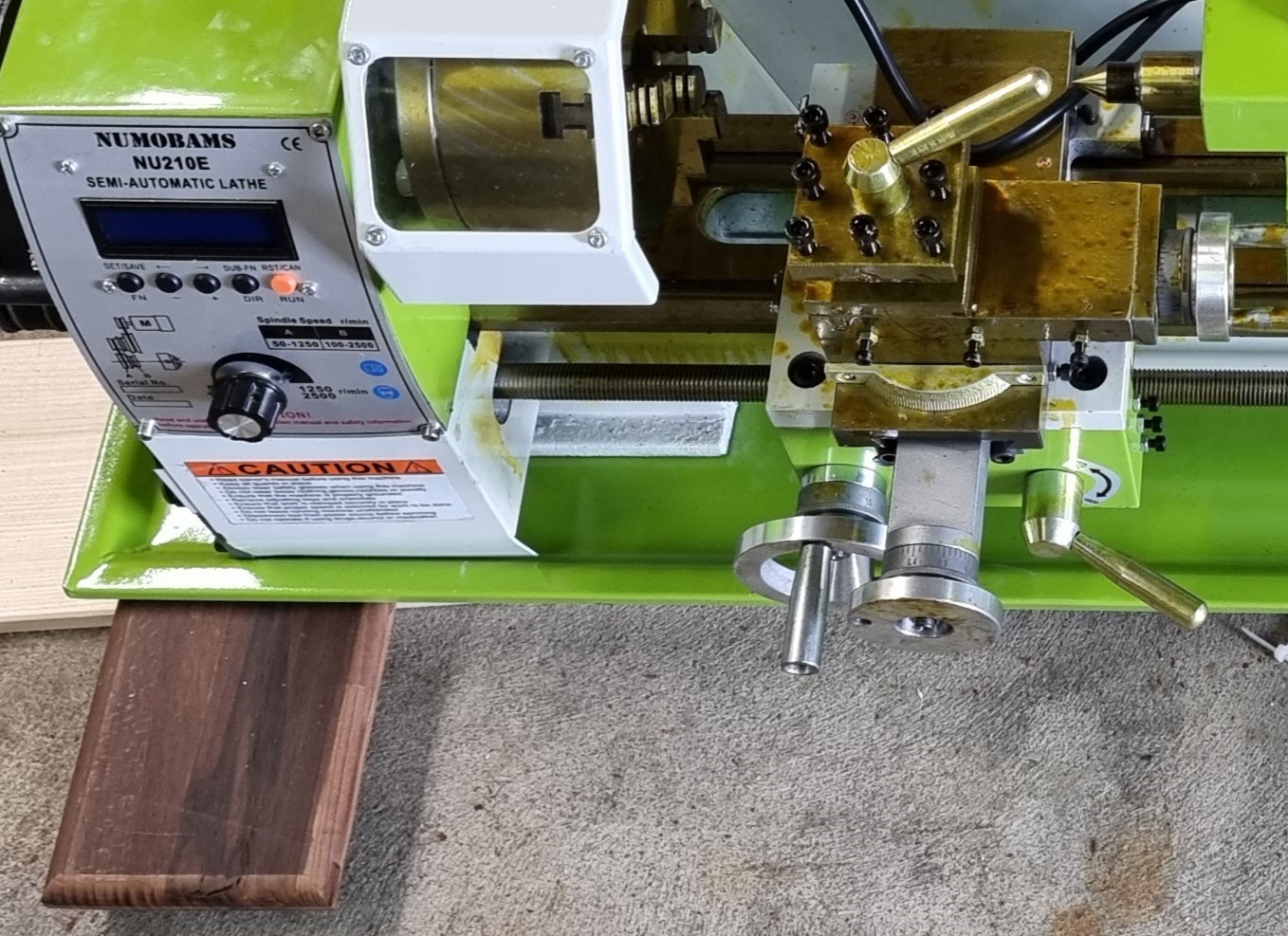
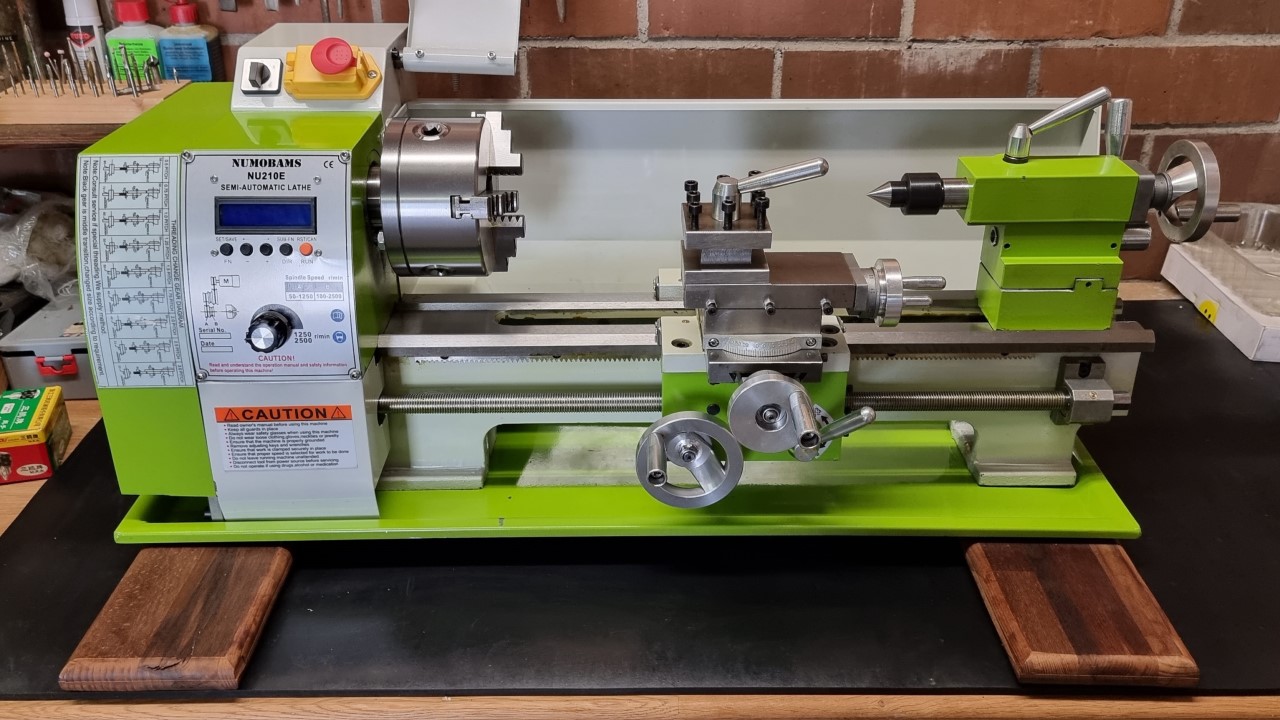
Drehmaschine NU210E Eine Maschine wie viele andere auch, zumindest auf den ersten Blick |
Ansicht von vorne Stufenlose Geshwindigkeitseinstellung der Antriebsspindel. Oben kombinierte Notaus/Ein-/Ausschalter |
Steuerung Leitspindel Statt mit Getriebe vom Hauptantrieb wird die Leitspindel separat angetrieben |
Weiteres mitgeliefertes Zubehör umfasst ein fester Dorn, ein mitlaufender Dorn (beides MK2), ein Bohrfutter mit MK2 Aufnahme, Wechselplatten-Drehstähle und das wichtigste Werkzeug. Daneben befinden sich noch 4 Zahnräder im kleinen, billigen Werkzeugkästchen. Diese braucht es bei dieser Maschine nicht, sie können auch nicht montiert werden. Ich nehme an, das Numobams die gleiche Werkzeugkiste für alle Drehmaschinen dieser Klasse beilegt, und deshalb die überflüssigen Getrieberäder dabei sind.
Eine Besonderheit bei dieser Maschine ist der Antrieb der Leitspindel:
diese wird über einen separaten Motor angetrieben und erlaubt das Verfahren
mit Bedienungstasten, im Gegensatz zu den meisten Maschinen dieser Klasse
mit Getriebe und Wechselräder. Synchonisiert wird der Vorschub mit einem vom
Spindelantrieb angetriebenen Inkrementalencoder.
Numobams spricht hier deshalb von einer
halbautomatischen Maschine.
Diese Einrichtung erlaubt es, ohne Wechseln der Getrieberäder den
Vorschub über Tasten von 0.01 bis 0.4mm in 0.01mm Schritten pro
Spindelumdrehung einzustellen und die Drehrichtung zu definieren. Dabei kann
der Vorschub manuell durch Drücken der Taste "-" oder "+" oder automatisch
mit einem festgelegten Verfahrweg gestartet werden. Letzteres erlaubt das
halbautomatische Drehen von Gewinde.
Technische Daten
Wie bei vielen Produkten aus China sind die technischen Angaben leider nur schwer zu finden, oder werden gar nicht angegeben. Hilfreich ist, dass chinesische Produkte meistens auf Standards basieren, und viele Angaben deshalb von baugleichen Maschinen anderer Fabrikate hergeleitet werden können.
Hier sind die technischen Daten zu meiner Maschine:
| Markenname | NUMOBAMS | |
| Typ | NU210E | |
| Spitzenweite | 400 mm | |
| Spitzenhöhe | 105 mm | |
| Umlauf-Durchmesser | 210 mm über Maschinenbett | |
| Drehfutter | 3-Backen-Futter, Ø 125 mm, Fabrikat Sanou | |
| Spindelbohrung | 38 mm | |
| Spindelkonus | MK5 | |
| Reitstockkonus | MK2 | |
| Motorleistung Spindelantrieb | 750 W asynchron Motor, elektronisch stufenlos geregelt | |
| Leitspindelantrieb | NEMA23 Schrittmotor, 97mm | |
| Spindeldrehzahl | 50 - 1250 rpm (Stufe 1), 100 - 2500 rpm
(Stufe 2) (Ruhiger Lauf ab rund 70 rpm) |
|
| Verfahrweg Oberschlitten | 55 mm | |
| Verfahrweg Planschlitten | 75 mm | |
| Verfahrweg Bettschlitten | 276 mm | |
| Reitstock Pinolenhub | 65 mm | |
| Oberschlitten drehbar | 360° | |
| Werkzeugaufnahme | 4-fach, 14 mm max. Aufnahmehöhe. Distanz untere Auflage zum Drehzentrum beträgt 10 mm |
|
| Masse (L x B x H) | 820 x 490 x 490 mm | |
| Gewicht (netto) | 65 kg |
Lieferung
Bestellt habe ich die Maschine am 22. Juni 2022, geliefert wurde sie
knapp ein Monat später, am 19. Juli. Für eine Lieferung aus China eines doch
recht schweren Packetes eine kurze Zeit.
Verpackt kam die Maschine in einer relativ dünnen Holzkiste, welche beim
Transport sichtlich gelitten hatte. Das Bruttogewicht der Lieferung war 75kg,
die Maschine ohne Zubehör netto rund 65kg.
 |
 |
 |
|||
|
Die Lieferung So wird die Maschine geliefert. Das Zubehör ist separat in einer Schachel verpackt |
Der Inhalt In diesem Bild gut zu sehen ist die dünnwandige Holzkiste |
Die Maschine Zur Maschine wird eine Öl/Späne Auffangwanne mitgeliefert. Bei meiner Lieferung hatte diese einige Farbabplatzer
|
|||
 |
 |
 |
|||
|
Die Füsse Die Maschine wird mit zwei M8 Schrauben durch den Gusssockel montiert. Ich habe die Maschine nicht am Tisch, sondern auf massiven Holzleisten befestigt
|
Das Zubehör Brauchbares Zubehör, geliefert in einer kleinen, billigen Werkzeugkiste, ausgebreitet auf der Gummimatte, welche als Unterlage der Maschine dienen soll
|
Die Konservierung Die Maschine ist grosszügig mit einem Korrosionsschutzmittel als Rostschutz bei Lagerung und Transport eingestrichen. Das zu entfernen wird einige Zeit in Anspruch nehmen
|
Auspacken und erster Eindruck
Nachdem das Gerät vom Deckel und den Seitenwänden der Holzkiste befreit
war, wurde die Maschine begutachtet. Der erste Eindruck ist gut, keine
sichtbaren Schäden, ausser einige Farbabplatzungen der grünen Farbe der
Blechwanne.
Ansonsten fällt auf, das nahezu alle blanken Metallteile mit einem leicht
klebrigen Schutzmittel gegen Korrosion (Rost) eingestrichen sind. Da kommt
eine ganze Menge Arbeit auf mich zu, um dieses zu entfernen. Ohne die
Demontage einiger Teile wird dies nicht gehen.
Nach einem Versuch an einem kleinen Griff werde ich die Reinigung mit meinem
Universalmittel durchführen - mit Brennsprit. (Irgendwann werde ich eine
Seite erstellen, welche sich mit Brennsprit befasst.)
Arbeitsplatz
Bereits im Vorfeld habe ich mir Gedanken zur Aufstellung der Maschine gemacht. Platz ist hier bei uns immer beschränkt. In der Garage konnte ich glücklicherweise genug Arbeitfläche auf der Werkbank für die Drehmaschine schaffen. Eine LED Röhrenlampe habe ich zuvor im Hinblick auf diese Anschaffung bereits installiert, gutes Licht ist hier unabdingbar.
Die Maschine steht auf dem Gusseisen-Rahmen, wobei ich erstaunt über die
kleinen tatsächlichen Auflageflächen war. Diese sind so schmal, das die
Maschine leicht nach vorne oder hinten kippen kann. Links und rechts im
Rahmen kann die Maschine mit einer M8 Schraube befestigt werden, was
angesichts der auftretenden Kräfte und Vibrationen wohl notwendig erscheint.
Als erstes habe ich die Maschine auf zwei Buchen-Massivholz Füsse von je
50 x 12cm geschraubt. Darunter liegt eine 8mm dicke Gummimatte, um
Vibrationen zu dämpfen. Ich bin gespannt, ob und wie sich diese Konstruktion
bewährt, ohne Verschraubung an der Werkbank.
Vorbereitungen
Nachdem die Maschine mit der freundlichen Hilfe eines LKW Fahrers,
welcher den benachbarten Coop belieferte, auf die Werkbank gehoben war,
konnte mit der Reinigung begonnen werden.
Sechs Stunden, ein Liter Brennsprit und eine halbe Rolle Küchenpapier später
sah die Drehmaschine schon ordentlich aus. Die klebrige, harzartige
Korrosionsmasse war entfernt. Weshalb ein solches Mittel und nicht einfach
normales Motorenöl verwendet wird, entzieht sich meinen Kenntnissen. Die
Masse war in alle Ritzen gedrungen, so dass schlussendlich alles verklebt
war. Der Reitstock und andere Teile bewegten sich keinen Millimeter. Erst
durch Einweichen mit Brennsprit konnten diese gängig gemacht werden. Zur
Reinigung der Leitspindel leistete eine feine Messingbüste gute Dienste.
Alle blanken Teile wurden anschliessend sorgfältig geölt. Später werden dann noch die Führungen justiert. Das Gerät wird mit einem Schuko Stecker geliefert. Dieser wurde durch einen schweizer Typ 12 Stecker ersetzt.
Der Aufkleber auf der Getriebeabdeckung mit dem Aufdruck für die Wechselzahnräder - auf nachfolgendem Bild noch vorhanden - habe ich inzwischen entfernt. Erstens sieht es nicht schön aus, und zweitens besitzt diese Maschine kein Getriebe mit Wechselräder. Dieser Aufkleber gehört sowieso nicht auf die Frontseite, sondern im Innern der Abdeckung.
 |
 |
 |
|||
|
Werkzeughalter Völlig mit Korrosionsschutzmittel überzogen. Das Teil wurde abmontiert und in einer Wanne mit Brennsprit gereinigt
|
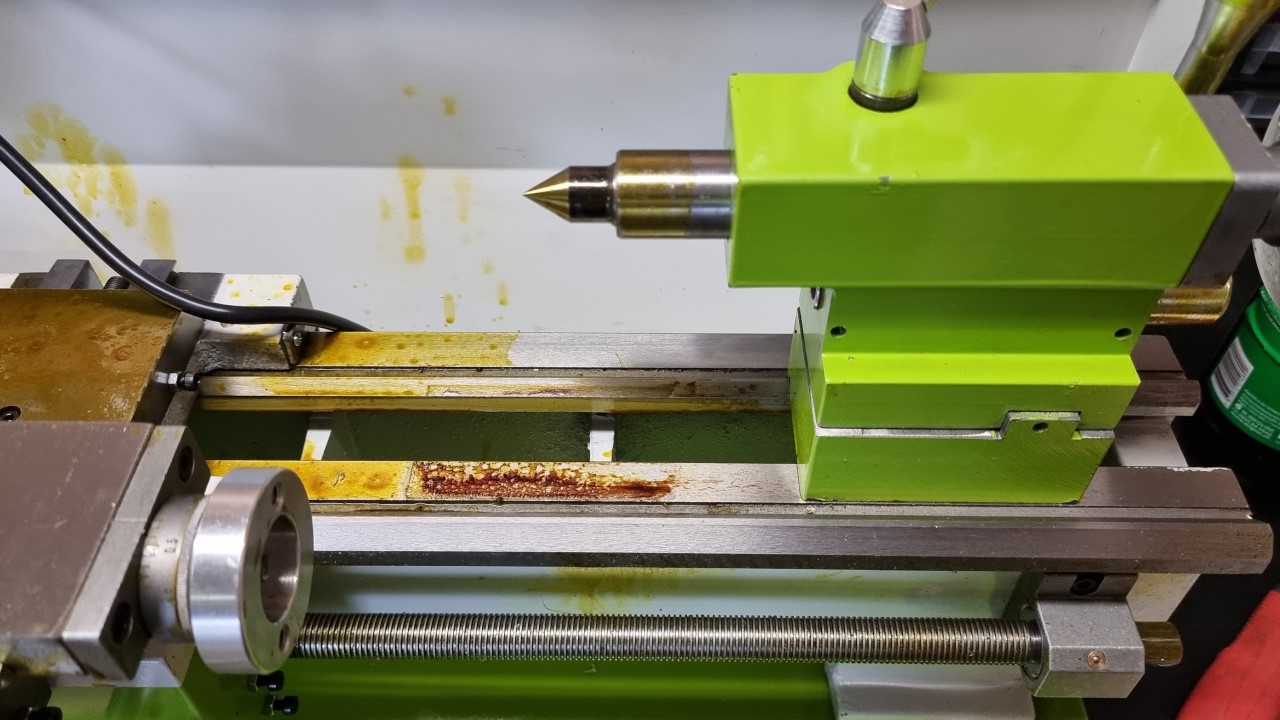
Reitstock Hier sieht man, wo der Reitstock durch das Korrosionsschutzmittel festklebte
|
An Ort und Stelle Meine Drehmaschine hat einen guten Platz bekommen. Gut zu sehen hier die beiden 'Füsse' und die Gummimatte daunter
|
Bedienungsanleitung
Wie bei vielen Produkten aus Fernost ist die Bedienungsanleitung sehr
dürftig gehalten. So findet sich darin kein Hinweis zum Justieren der
Maschine. Ebenso sucht man vergebens nach allgemeinen Hinweisen zur
Bedienung einer Drehmaschine dieser Klasse. Die Explosionszeichnungen in der
32 seitigen, englischsprachigen Anleitung sind kaum lesbar, wie alle
Grafiken und Bilder.
Obwohl auf der Frontseite der Anleitung zwei Typen Drehmaschinen aufgeführt
sind, nämlich ein 180x300 und das hier vorgestellte 210x400 Modell, befasst
sich der Inhalt nur mit der kleineren 180x300 Maschine. Dies ist besonders
auf der Seite der technischen Daten oder beim Getriebe ersichtlich, obwohl
letzteres hier entfällt.
Das die Bedienung des automatischen Vorschubs mit keiner Silbe erwähnt wird, ist deshalb nicht verwunderlich. Dabei ist genau diese Einrichtung das grosse Plus dieser Maschine und der Grund, weshalb ich mich für diese entschieden habe.
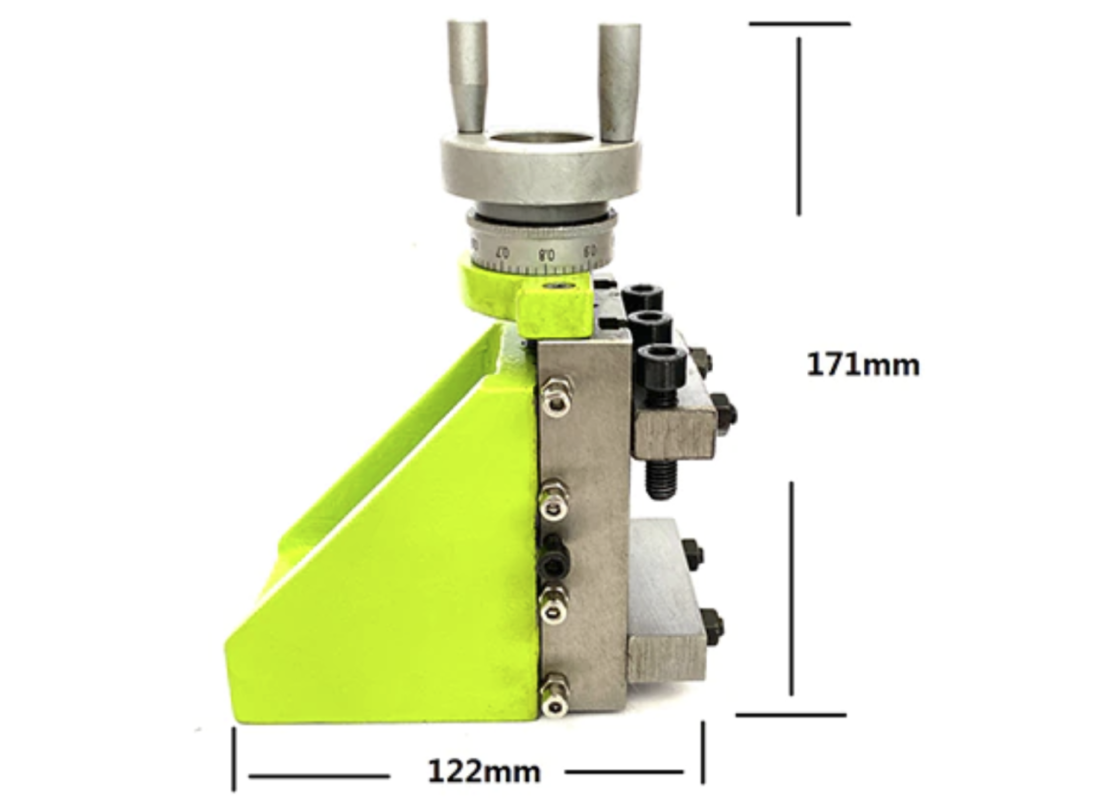
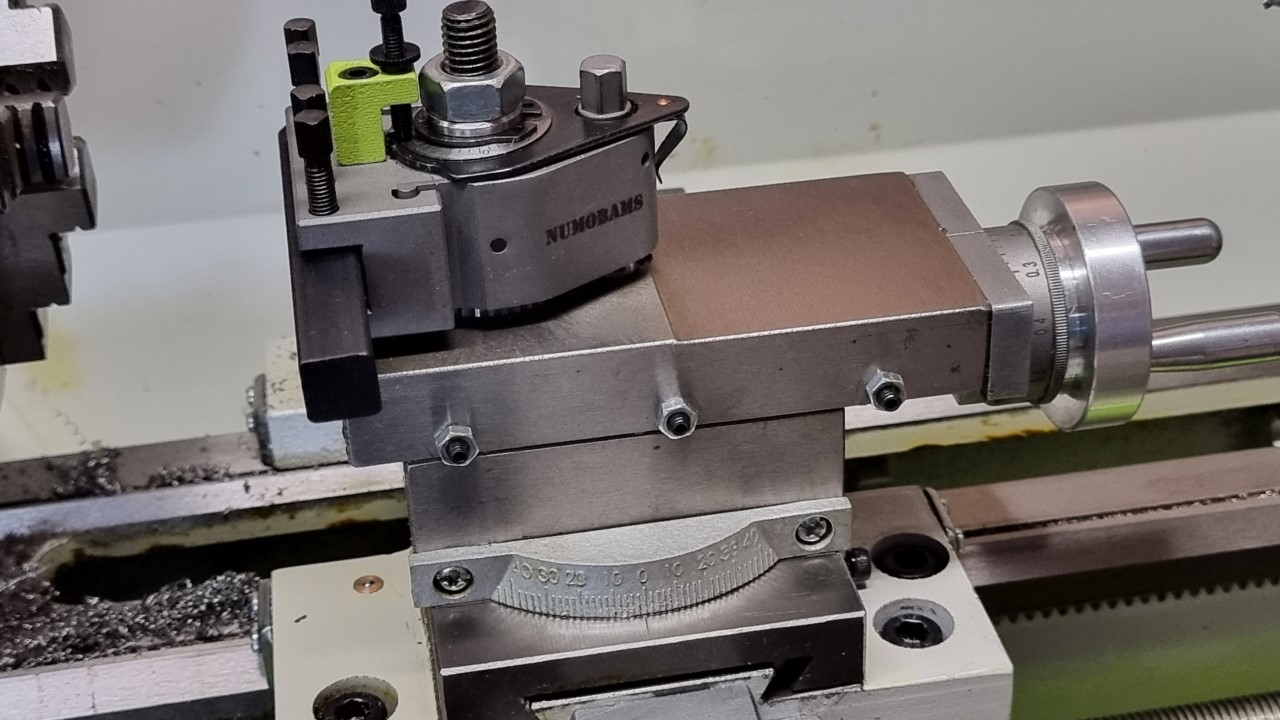
Schnellwechsel-Stahlhalter
Gleich bei der Bestellung der Drehmaschine habe ich noch ein Set Schnellwechsel-Werkzeughalter mit bestellt. Das Set besteht aus der Aufnahme, welche anstelle der Standard-Werkzeugaufnahme angeschraubt wird, drei Stück Wechselhalter Typ AaD 1250, ein Stück AaH 1250 sowie das passende Werkzeug. Dabei steht Aa für die Grösse der Aufnahme, D für Drehstahl vierkant, H für Rundmeissel und die Zahl 1250 für 12mm Öffnung (max 12mm Stähle) und 50mm Klemmlänge.
Die Aufnahme ist schnell angebracht. Dazu wird lediglich der vorhandene
Stahlhalter entfernt und die Aufnahme angeschraubt. Die Stähle werden in den
Werkzeughalter gespannt und eingestellt. Die Höhe des Drehstahls wird durch
eine Rändelschraube eingestellt und mit der Kontermutter fixiert. Somit
lassen sich auch dünnere Stähle ohne Unterlagen einspannen. Dies erleichtert
den Wechsel der Werkzeuge ungemein: einmal eingestellt, können diese einfach
getauscht werden. Eine Besonderheit dieser Konstruktion gegenüber
Wechselhalter mit Schwalbenschwanz ist die Möglichkeit, den Stahlhalter in
festen Schritten von 9° zu befestigen, ohne den Halter verstellen zu müssen.
Eine Einrichtung, welche man nicht mehr vermissen möchte. Mittlerweile habe
ich mir weitere Halter von
PauliMot gekauft.
 |
 |
 |
|||
|
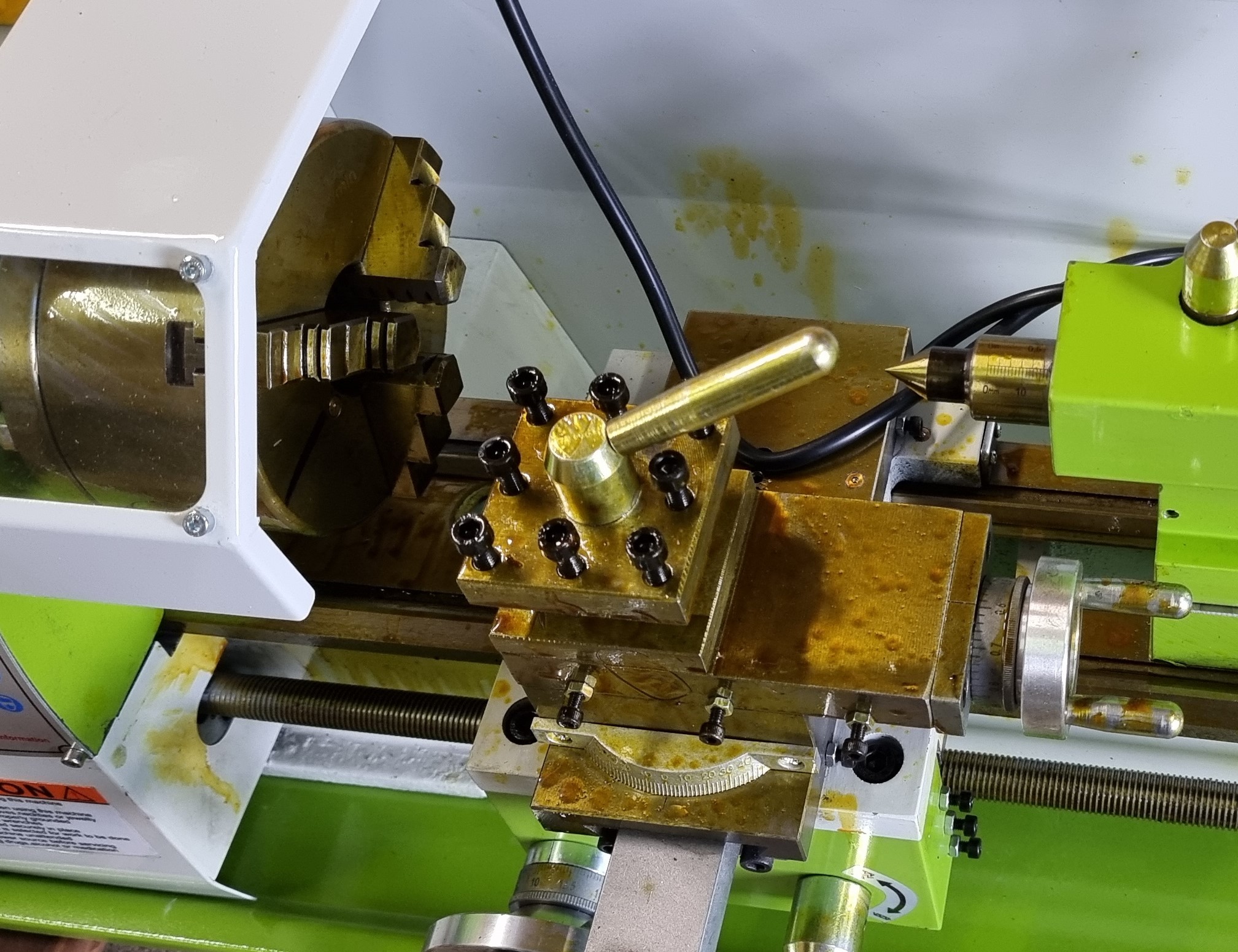
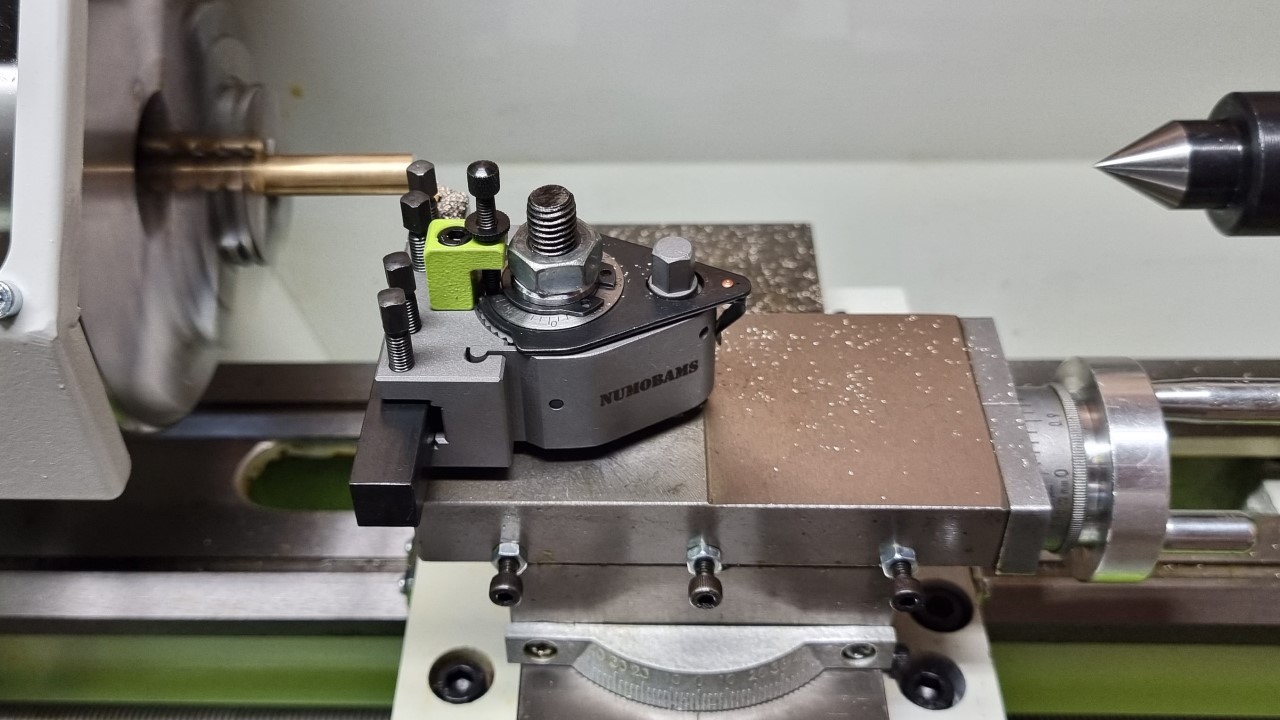
Schnellwechsel-Stahlhalter So sieht der Schnellwechsel-Stahlhalter montiert auf der Maschine aus |
In Aktion
Geliefert als
Set mit Aufnahme, 3 Stück AaD 1250 und 1 Stück AaH 1250. |
Präzise
Die Teile sind sehr präzise gefertigt, die
Schnellwechsel-Einrichtung erlaubt blitzschnelles Wechseln der
Stähle ohne grosse Nachjustierung |
|||
 |
 |
 |
|||
|
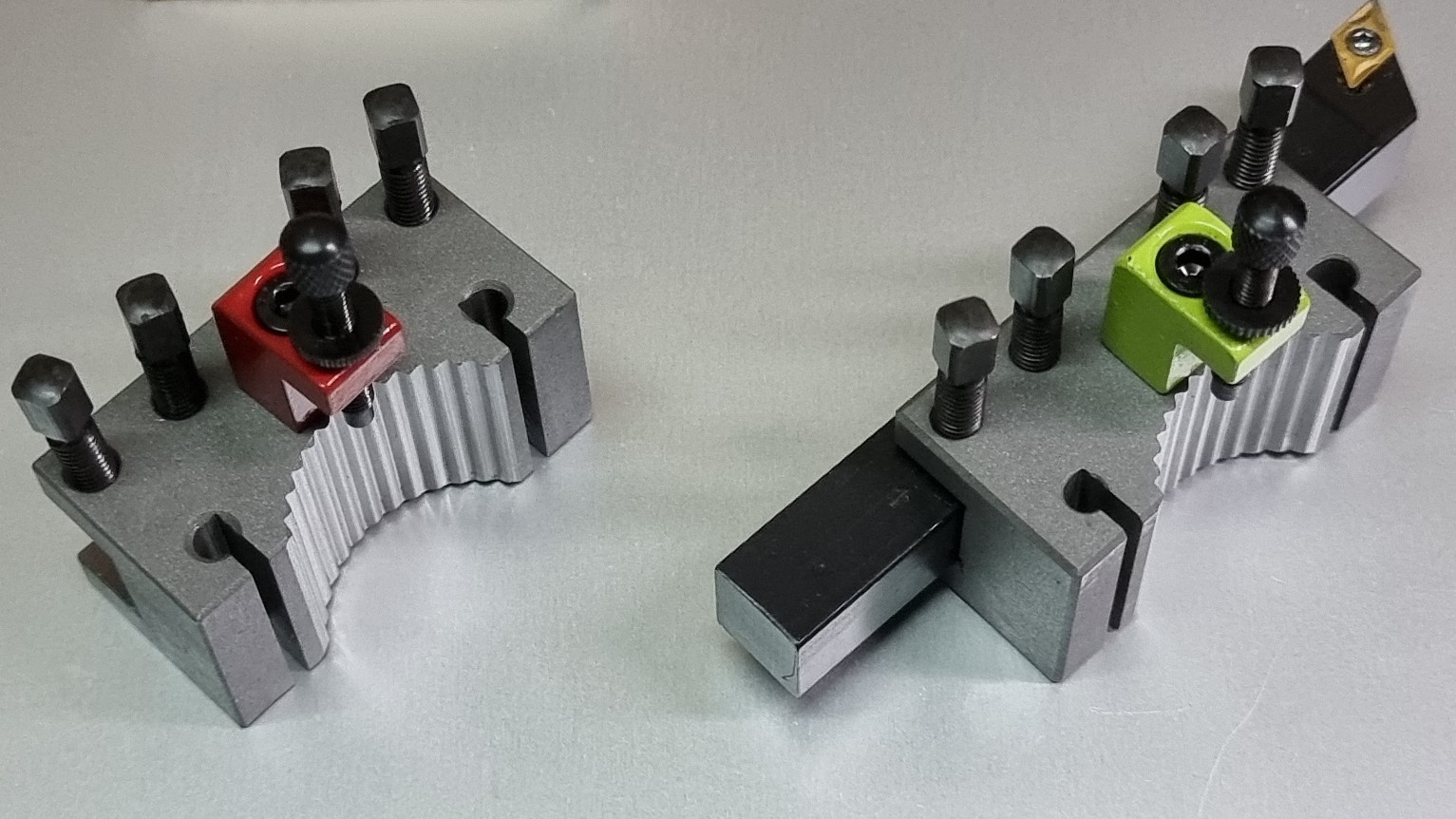
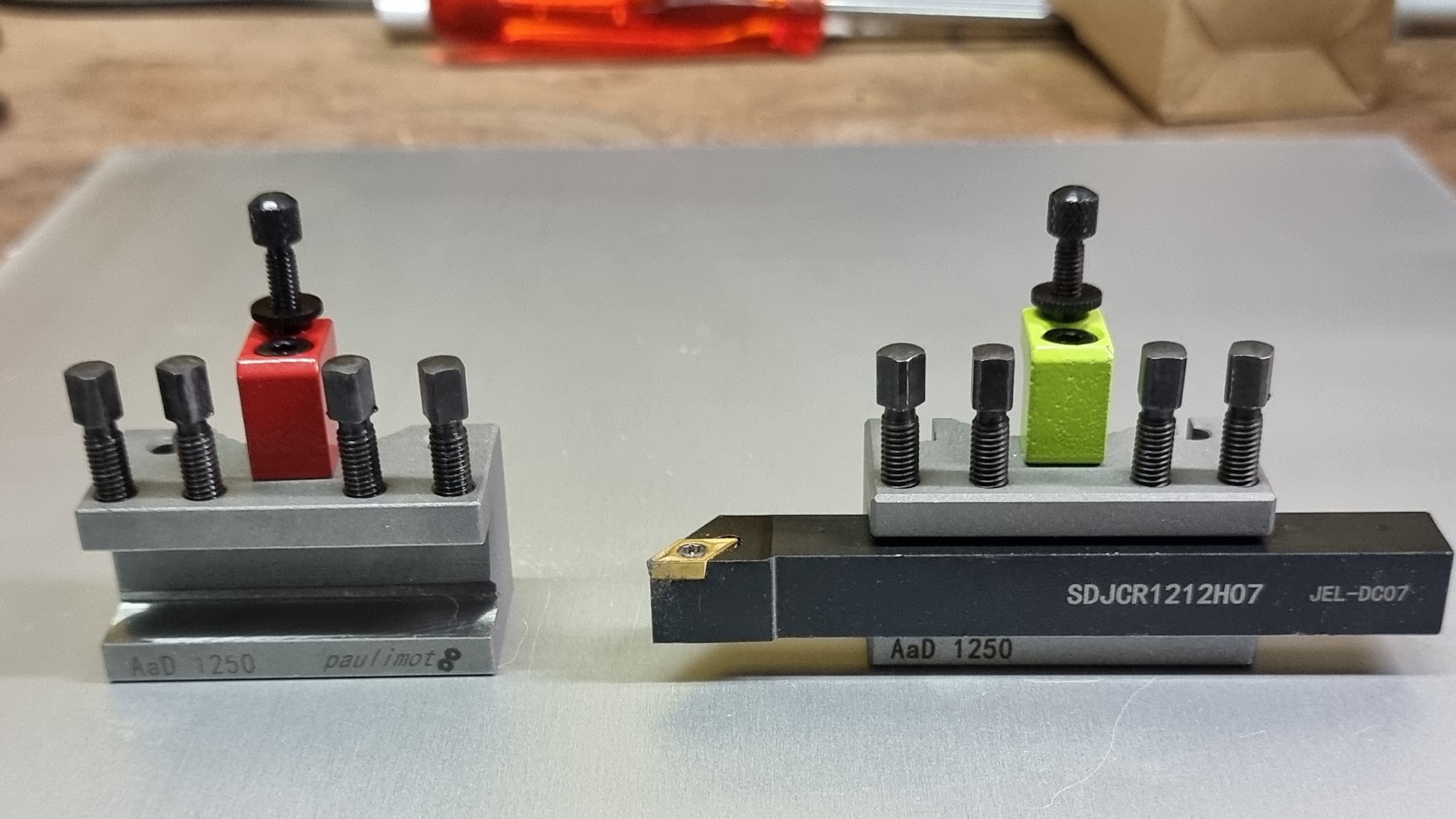
Unterschiedliche
Hersteller Links
ein Wechselhalter von PauliMot, rechts der von Numobams.
|
Bezeichnung Die Bezeichnung ist die gleiche: hier AaD 1250 |
Praktisch
identisch Die beiden Teile sind - bis auf die Farbe - praktisch identisch |
Weiteres Zubehör
Mit dem Kauf der Drehmaschine allein ist es nicht getan. Je nach
Einsatzzweck benötigt man noch weiteres Zubehör.
Folgende Teile habe ich zusätzlich gekauft:
- Schnellwechsel-Stahlhalter Set (oben beschrieben)
- 2 weitere Schnellwechsel-Werkzeughalter, passend zum oberen Set (Grösse Aa)
- Vertikaler Schlitten für kleine Fräsarbeiten, wird anstelle des Oberschlittens montiert
- Schnellspann-Bohrfutter mit Kegeldorn MK2, Spannbereich 0.2 bis 13mm
- Gewindeschneidfuttersatz MK2, für Schneideisen (Aussengewinde)
- Gewinde-Schneideisen und Gewindebohrer M1, M1.1, M1.2 etc. bis M2.5
- Rändelzange, 3 bis 38mm Öffnungsweite (Durchmesser)
- Gummimatte 8 mm dick, 100 x 60 cm, als Unterlage
- Messuhr mit magnetischem Stativ
- Öler-Pumpe 0.2 l
- Vierbacken-Spindelfutter mit zentral verstellbaren Backen
- Späneschutzfeder für die Leitspindel
- Späneschutz für Bettführungen mit Faltenbalg
- Geplant: Kugeldreheinrichtung
- Geplant: Vierbacken-Spindelfutter mit einzeln verstellbaren Backen
- Eventuell noch eine Messeinrichtung für 3 Achsen
 |
 |
 |
|||
|
Schnellwechsel-Stahlhalter-Set
Das Set bestehend aus der Aufnahme und vier Stahlhalter.
|
Vertikaler Schlitten Dieser wird anstelle des Oberschlittens montiert und ermöglicht kleinere Fräsarbeiten mit der Drehmaschine durchzuführen
|
Bohrfutter
Ich mag die Schnellspann-Bohrfutter.
|
|||
 |
 |
 |
|||
|
Gewindeschneidfutter Zur Aufnahme von Gewindeschneideisen verschiedener Durchmesser
|
Rändelzange Ermöglicht Rändelungen an Werkstücken mit 3 bis 38 mm Durchmesser
|
Kugeldrehvorrichtung
Etwas in dieser Art stelle ich mir vor.
|
Bedienung Vorschub
Wie oben geschrieben ist die Leitspindel mechanisch nicht mit dem
Spindelantrieb gekoppelt, sondern wird separat mit einem Schrittmotor
angetrieben und mit der Spindel synchonisiert.
Über 5 Tasten wird der Vorschub bedient. Das selbsterklärende Menü ist
leicht zu bedienen und logisch aufgebaut.
Mit der linken Taste wird durch das Menü gewechselt. Folgende Punkte stehen
zur Auswahl:
|
Feed (Vorschub) |
Einschalten des Vorschubs Links-/Rechslauf mit den Tasten ß und à auswählen Weg von 0.01 bis 0.4mm pro Spindelumdrehung in 0.01mm Schritten Einschalten/Ausschalten mit RST/CAN Anzeige nullen (RST Taste 3 Sekunden drücken) |
| Manual Move (Manuelles Verfahren) |
Mit dieser Auswahl kann mit den Tasten - und + in
beiden Richtungen verfahren werden Der Vorschub wird in Hz angezeigt. Mögliche Werte sind 400Hz bis 9600Hz in 400Hz Schritten |
| Deg (Winkel) |
Gradanzeige Spindel in Grad / Minuten / Sekunden Durch drehen des Futters wird der Winkel angezeigt Nullen mit der Taste RST |
| Thread Turning (Gewindeschneiden) |
Umschaltung zwischen metrischen und Zoll-Gewinde
sowie Benutzer definiert. Bei metrischen Gewinde kann die Steigung von 0.1 bis 5mm in Schritten gemäss den Gewindesteigungen ISO Norm eingegeben werden Eingabe der Gewindelänge Eingabe ob Links- oder Rechtsgewinde Verhalten beim Erreichen Gewindelänge (Stop, Stop für eine Zeit, weiter) |
| Automatic Turning (Automatisch drehen) |
Länge definieren Richtung definieren Vorschubweg definieren Verhalten beim Erreichen des Endpunktes |
Diese Erweiterung, welche übrigens als Nachrüstsatz für Getriebe basierende Drehmaschinen gleicher Bauart erhältlich ist, ist wirklich eine tolle Sache. So kann manuell oder automatisch ein genau definierter Weg mit vordefinierter Vorschubsgeschwindigkeit verfahren werden. Dank dem mit der Spindel gekoppeltem Inkrementalgeber können auf einfachster Weise beliebige Winkelteilungen auf dem Werkstück markiert werden.
Voreingestellte Werte für die Vorschub-Automatik
Folgende Werte können über das Menü ausgewählt werden:
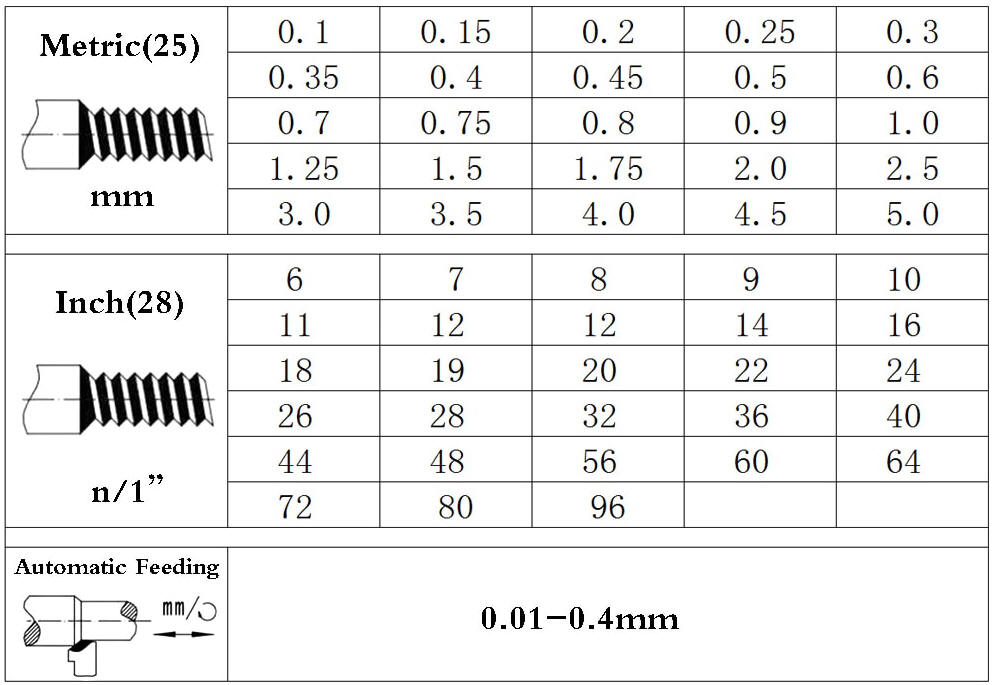
Gewindeschneiden
Mit Hilfe dieser elektronischen Steuerung können Gewinde sehr einfach
geschnitten werden. Dabei werden zuvor über die Tasten die Steigung, die
Gewindelänge, Rechts- oder Linksgewinde sowie manuell oder automatisch mit
Zeitverzögerung eingestellt.
Sehr schön ist dies in diesem Youtube-Video:
https://www.youtube.com/watch?v=YjaTy0iTe-A
Maschine justieren
Die Drehmaschine kommt fertig zusammengebaut mit allen Teilen. Ein
Grobjustierung wurde vorgenommen. Für präzises Arbeiten sind aber noch
einige Feinjustierungen notwendig. Diese betreffen vor allem die
Achsführungen.
Der Reitstock ist ebenfalls nicht exakt ausgerichtet, was beim Drehen
zwischen den Spitzen zu konischen Teilen führt.
Auffallend ist auch das grosse Spiel der Trapezspindeln der jeweiligen
Achsen. Ein gewisses Spiel der Handräder ist normal und kaum komplett zu
eliminieren. Aber ein so grosses Spiel wie auf meiner Maschine ist doch
ärgerlich, wenn auch nicht problematisch beim drehen.
Als erstes wird der Reitstock eingestellt. Dazu wird der mitgelieferte feste Dorn in den Reilstock eingelegt. Aus einem Stück Stahlrundstab wird ein Konus gedreht. Dieses Teil sollte in der Länge so gewählt werden, dass es im Dreibackenfutter komplett von den Backen gespannt wird. Der Konus (die Spitze) wird möglichst nahe am Backenfutter gedreht.
Nun wird der Reitstock mit dem Dorn bis zum Futter geschoben, dass sich
die Spitzen knapp berühren. Eine seitliche Abweichung ist nun gut erkennbar.
Der Reitstock lässt sich seitlich mittels zweier Schrauben vorne und hinten
veschieben. Bei meiner Maschine war die Spitze des Dornes im Reitstock knapp
einen Millimeter zu weit vorne. Die hintere Einstellschraube wird also
gelockert, und die vordere Schraube weiter eingedreht, bis die Spitzen
fluchten. Nun kann die hintere Schraube angezogen werden.
Glücklicherweise stimmte die Höhe exakt. Falls nicht, muss eine Seite mit
Metallblech-Stücken unterlegt werden.
Die Führungen werden mit Inbusschrauben justiert und mit Kontermuttern fixiert. Die Schrauben sind bei dieser Maschine etwas lange ausgefallen und stehen deshalb recht weit vor. Beim Querschlitten begrenzen die Schrauben dadurch sogar die Zustellung des Reitstockes. Bei Gelegenheit werde ich alle Schrauben deshalb durch Inbus-Madenschrauben ersetzen.
 |
 |
 |
|||
|
Madenschrauben Solche Stiftschrauben mit Innensechskant habe ich für die Führungen eingesetzt.
|
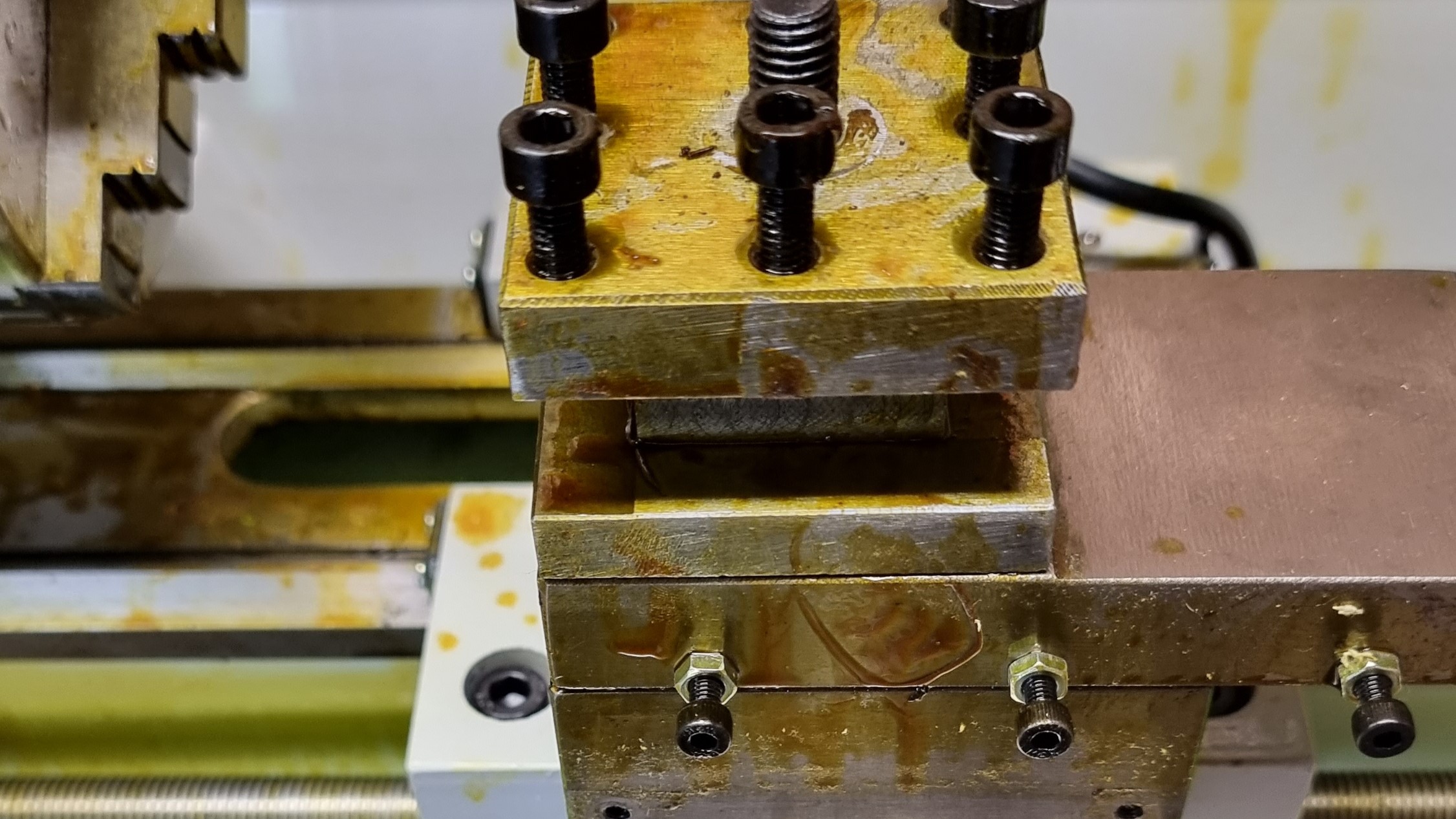
Vorher
Mit zu
langen Zylinderkopf-Schrauben mit Innensechskant wurden die
Führungen eingestellt.
|
Nachher Mit den gekürzten Stiftschrauben sieht die Maschine nicht nur besser aus, der Verfahrweg wurde teilweise vergrössert und die Unfallgefahr vermindert |
Zum Einstellen der Führungen werden die Kontermuttern gelöst und die
Schrauben leicht herausgedreht. Mit dem Schlitten in einer der beiden
Endlagen werden die Schrauben eingedreht, bis der Schlitten noch leicht,
aber möglichst Spielfrei bewegt werden kann. Dabei zuerst die äusseren
beiden Schrauben eindrehen, danach die mittlere(n). Im Anschluss daran den
Schlitten in die andere Endlage fahren und den Lauf kontrollieren. Der
Schlitten sollte in ganzen Verfahrweg gleichmässig laufen. Falls kein
gleichmässiges Verhalten eingestellt werden kann, muss der Schlitten
abmontiert und die Rhombuseinlagen kontrolliert werden. Eventuell müssen
diese mit feinem Schleifpapier bzw. Schleiftuch geschliffen werden.
Den Querschlitten habe ich recht schraff angezogen, da man diesen während
dem Drehvorgang kaum nachstellen muss. Der Oberschlitten ist etwas weniger
straff justiert, da der Oberschlitten vielfach für den Vorschub verwendet
wird und deshalb leichtgängig verstellt werden sollte.
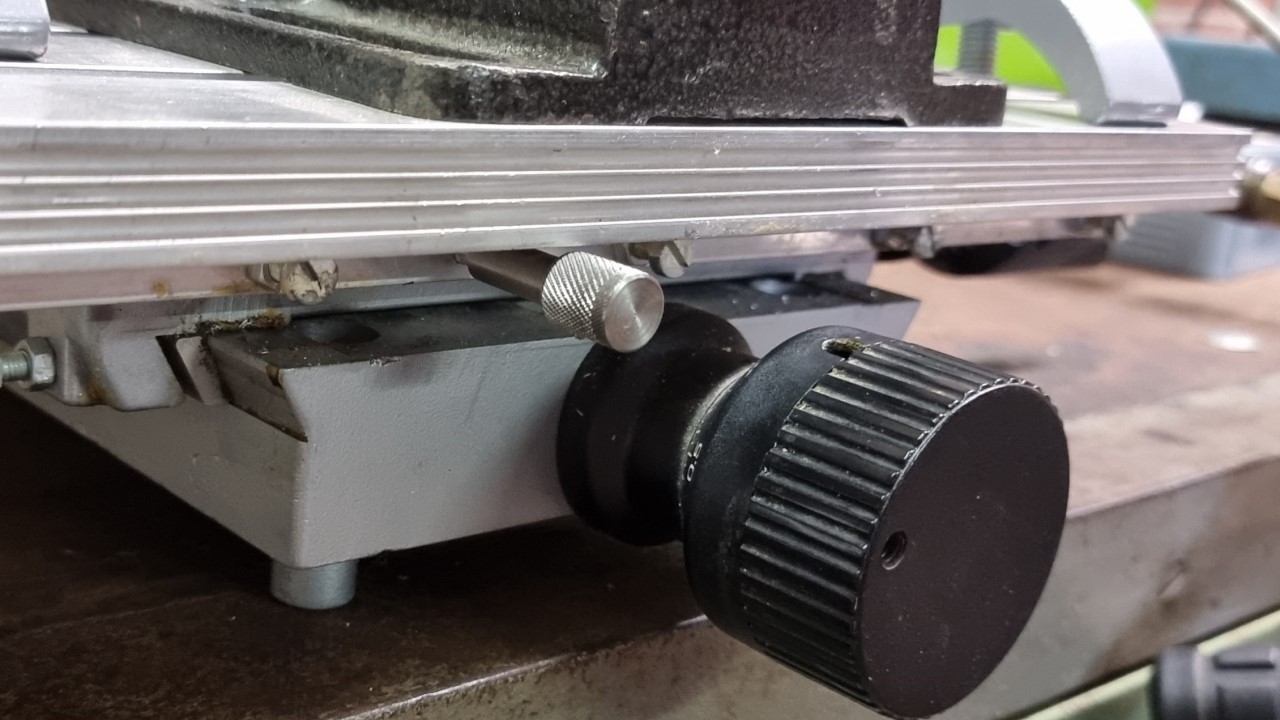
Das erste "richtige" Teil welches ich mir vornahm war eine Rändelschraube zum Festklemmen des Schlittens am Kreuztisch meines improvisierten Fräsapparates. Der Kreuztisch war dazu mit einer M5 Schlitzschraube ausgestattet. Nicht gerade bedienerfreundlich, muss man doch den Schraubenkopf unter dem Tisch zuerst lokalisieren. Bei diesem Teil konnte ich gleich verschiedene Funktionen und Techniken an der Drehmaschine ausprobieren, wie Gewindeschneiden und Rändeln.
Die Schraube soll 56mm lang werden, ein 18mm langes M5 Gewinde und einen 20mm langen
Ø 8mm Schaft haben. Der Rändelkopf ist 16mm lang und 12.5mm im Durchmesser. Ein grösserer Durchmesser geht nicht, da die Schraube sonst mit dem Handrad der Y-Achse kollidiert.Begonnen habe ich mit einem 14mm
Rundstahl. Nach dem Plandrehen wurde der Rundstahl für den Schaft auf einer
Länge von 40mm auf 8mm abgedreht. Dazu habe ich die Funktion "Automatic Turning"
verwendet. Eine sehr angenehme Einrichtung: Länge und Vorschubgeschwindigkeit
kann über Tasten eingegeben werden. Danach muss nur noch der Stahl nach
jedem Durchgang nachgestellt werden.
Als nächstes wurde der vordere Teil für das M5 Gewinde auf 20mm Länge
abgedreht. Das Gewindeschneiden selbst ist sehr einfach: Steigung,
Gewindelänge und Drehrichtung eingeben und Startmodus wählen. Den Stahl mit
dem Bettschlitten an das Werkstück fahren, Leitspindel einrasten und mit dem
Oberschlitten feinjustieren. Danach wird das Programm gestartet. Die
Maschine fährt den Stahl mit korrekter Steigung ans Gewindeende. Stahl
herausdrehen und Taste betätigen, der Stahl wird in die Ausgangsposition
zurückgefahren. Dieser Vorgang wird mit weiter zugestelltem Stahl solange
wiederholt, bis die Gewindetiefe erreicht ist. Bei meinem Werkstück hat es
auf Anhieb perfekt funktioniert.
Als nächstes habe ich die Rändelung vorgenommen - nicht ohne vorher einen kurzen Test am hinteren Ende der Stahlstange vorgenommen zu haben. Für die Rändelzange musste ich den Vierfach-Stahlhalter montieren, da die Wechselhalter den 14mm dicken Schaft der Rändelzange nicht aufnehmen können. Es zeigte sich, dass beim Rändeln grosse achsiale Kräfte auftreten - das Rändelwerkzeug wird durch die 45° Rillen der Rändelräder vom Backenfutter weggedrückt. Das hat beim ersten Versuch sogar den Vierfach-Stahlhalter um einige Grad verdreht. Am besten also vom Backenfutter weg rändeln, und nicht zum Backenfutter hin.
Das Werkstück wurde danach ausgespannt und abgeschnitten. Die nahezu fertige Schraube wurde mit dem Gewinde voraus am Schaft eingespannt. Der Rändelkopf wurde plan gedreht und eine Fase bei den Übergängen gedreht.
Für einen ersten Versuch bin ich sehr zufrieden mit dem Ergebnis.
Die Oberfläche könnte zwar besser sein, auch die Rändelung lässt zu wünschen
übrig, aber die Schraube ist masshaltig und erfüllt den vorgesehenen Zweck.
Die Rändelung ist am äusseren Rand nicht fertig geschnitten. Dazu war das
Werkstück zu weit im Backenfutter eingespannt, und die breite Zange konnte
nicht weiter geführt werden. Ich wollte bei diesem ersten Stück aber kein
Risiko eingehen und habe es so belassen, was zwar nicht schön aussieht, aber
seinen Zweck erfüllt.
 |
 |
 |
|||
|
Die Rändelschraube Diees Schraube ist mein erstes Teil auf der Drehmaschine. Hierbei konnte ich einiges lernen.
|
Montiert am Kreuztisch Anstatt einer M5 Schlitzschraube lässt sich der Schlitten nun bequem mit der Rändelschraube arretieren.
|
Passt! Das Teil passt gerade so über das Handrad meiner improvisierten Fräseinrichtung. (Mehr dazu auf der Seite Fräsvorrichtung.) |
Fazit
Die elektronisch gesteuerte Leitspindel ist Gold wert! Ohne lästiges
Wechseln der Getrieberäder kann auf einfache Weise schnell ein Gewinde
geschnitten werden.
Nach diesem ersten Teil sind auch einige Schwachstellen der Maschine zum
Vorschein gekommen, welche im Laufe der Zeit noch verbessert werden sollen.
Vor allem in Bezug auf die Oberflächenqualität des Werkstückes werde ich
wohl nicht um ein paar Modifikationen herum kommen.
Schlussfolgerungen bisher
Die Maschine erfüllt die von mir gewünschten Anforderungen. Sie ist robust genug, um kleinere Teile aus Stahl präzise zu drehen. Die Bedienung ist einfach. Speziell die Funktion der elektronisch gesteuerten Leitspindel hebt diese Drehmaschine von anderen Maschinen gleicher Baugrösse ab und ist eine sehr hilfreiche Einrichtung.
Einige Schwachpunkte sind dennoch auszumachen.
Es fehlen diverse Schutzeinrichtungen. Die Spindelabdeckung beispielsweise
muss nicht zwingend heruntergeklappt werden. Andere Maschinen haben hier
einen Endschalter, welche verhindert, dass der Motor bei hochgeklapptem
Schutz anläuft. Dies macht mir allerdings keine Sorgen, im Gegenteil: ich
bin froh die Maschine auch mal mit hochgeklapptem Schutz betreiben zu
können.
Was mir allerdings gefährlich erscheint ist die Tatsache, dass die Maschine
beim Einschalten sofort losfährt, wenn der Drehknopf für die Geschwindigkeit
nicht in der Nullstellung ist. Dies gilt sowohl für die Arbeitsspindel wie
für die Leitspindel. Hier kann es zu gefährlichen Situationen oder zur
Beschädigung der Maschine kommen.
Verbesserungswürdig sind auch die Schlittenführungen. Diese werden mit
lediglich drei Schrauben eingestellt. Befindet sich eine Achse in einer der
Endlagen, greifen nur zwei dieser Schrauben zur Führung des Schlittens. Mit
vier Schrauben würde die Achse nahe der Endlagen besser geführt werden.
Zumindest beim Oberschlitten werde ich deshalb noch zwei weitere
Stellschrauben anbringen.
Ansonsten ist die Maschine recht präzise gefertigt. Nach der kurzen Zeit mit diesem Gerät sind mir keine Konstruktions- oder Fabrikationsmängel aufgefallen. Die Grösse der Maschine ist für meine Zwecke ideal.
Die Montage auf den Holzleisten und der 8mm dicken Gummimatte als Unterlage hat sich bestens bewährt. Der Betrieb ist absolut ruhig, Vibrationen sind nicht auszumachen. Falls Arbeiten an der Rückseite des Apparates auszuführen sind, lässt sich das Gerät auf der Werkbank drehen.
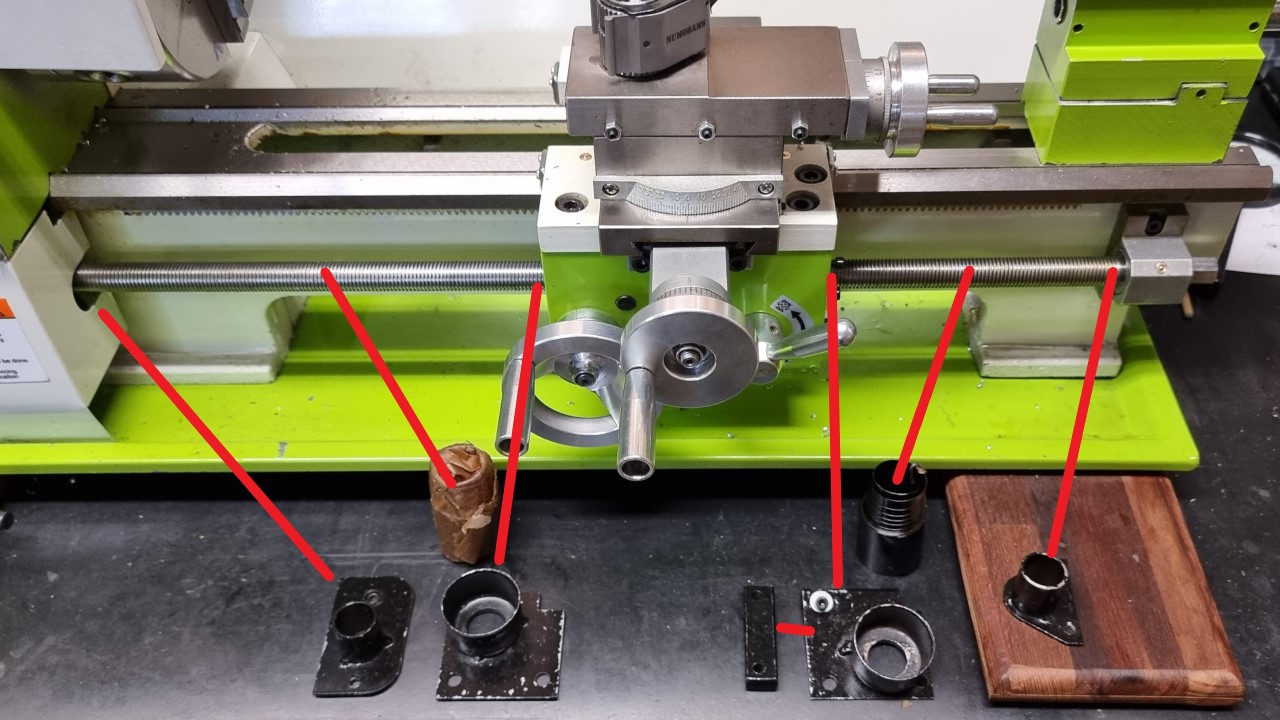
Späneschutz für die Leitspindel
Schon beim ersten Gebrauch der Maschine wurde klar, dass die Leitspindel ständig mit Metallspänen berieselt wird. Vor allem links des Bettschlittens war die Spindel regelrecht bedeckt mit Metallteilen. Das dies auf Dauer der Maschine nicht gut tun kann ist klar. Also musste ein Schutz her.
Der Hersteller meiner Maschine bietet für wenig Geld einen passenden Teilesatz mit Schutzfedern und Befestigungsmaterial an.
Die Befestigungsteile schienen gebraucht zu sein, die schwarze Farbe war an vielen Stellen abgeplatzt. Da mir schwarz bei dieser Maschine sowieso unpassend erschien, habe ich die Farbe abgeschliffen. Danach wurden die Teile grundiert und mit RAL Lichtgrau, passend zu anderen Teilen der Maschine, gespritzt.
Für die Montage müssen einige Teile der Drehmaschine demontiert und acht M4-Gewinde geschnitten werden. Die grösste Herausforderung hierbei ist, die exakte Position der Gewindelöcher zu bestimmen.
Als erstes habe ich das Lager der Leitspindel
auf der rechten Seite abgeschraubt. Die Verbindung des Bettschlittens am
Querschlitten wird durch zwei Schrauben hergestellt, welche entfernt wurden.
Danach kann der Bettschlitten nach rechts herausgefahren werden.
Auf der linken Seite wird die Federaufnahme am unteren Abdeckblech montiert.
Um dieses zu entfernen muss zuerst das Bedienfeld abgeschraubt werden.
 |
 |
 |
|||
|
Die Teile Hier sieht man die gelieferten Teile und wo sie hingehören. Die Teile sind in diesem Bild wie geliefert mit der beschädigten schwarzen Farbe
|
Verbindung Bettschlitten Über zwei Schrauben wird der Bettschlitten befestigt. Rechts ist die Schraube bereits entfernt |
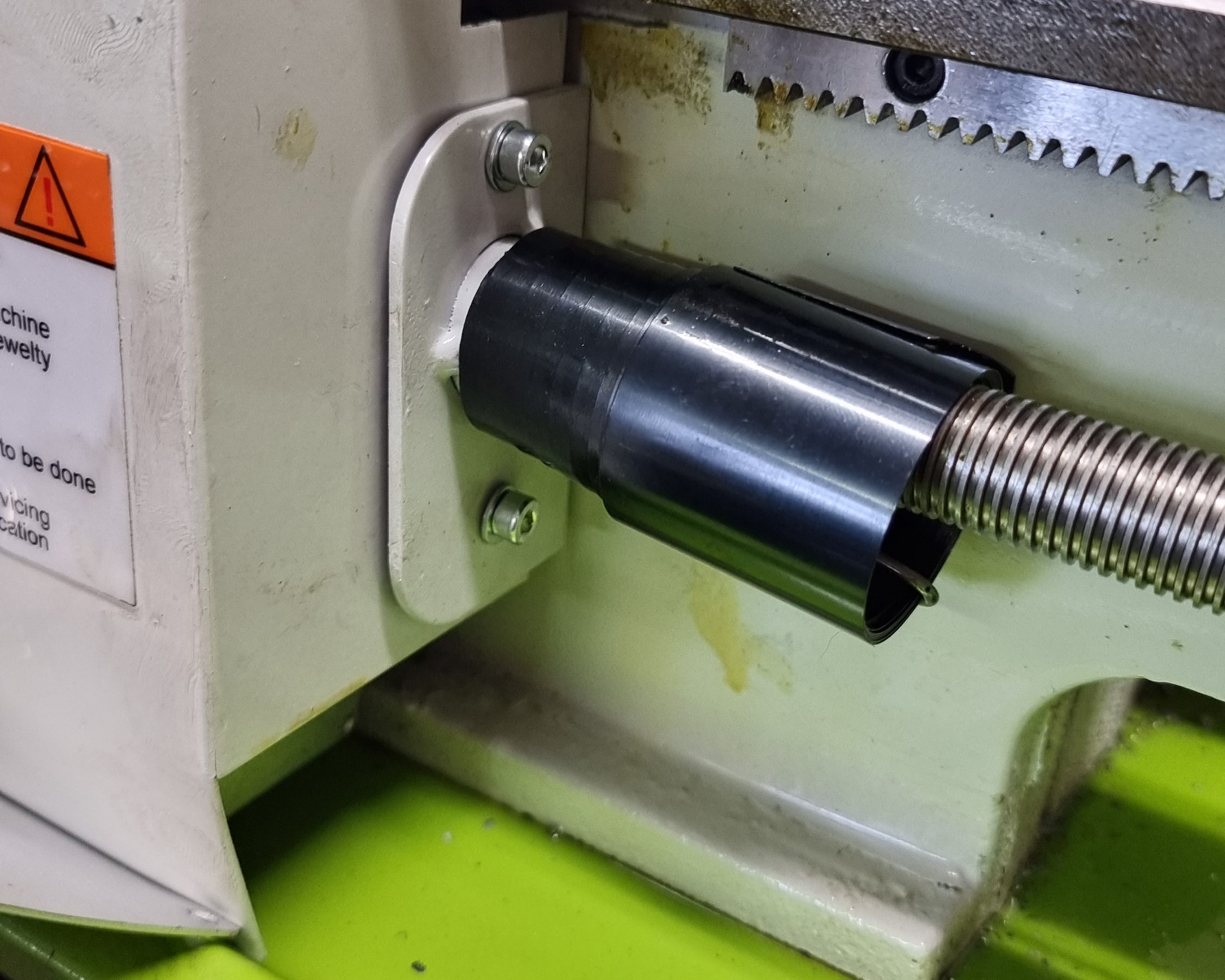
Fertig montiert So sieht die Maschine jetzt aus, mit fertig montierten Schutzfedern für die Leitspindel. Die lichtgraue Farbe passt exakt zu anderen Maschinenteilen. |
|||
 |
 |
 |
|||
|
Probe Links probehalber montiert. Passt! |
Stellschrauben Beim Bettschlitten wurden recht lange Schrauben verwendet. Diese ragen zu weit hinaus, die Federaufnahme kann so nicht montiert werden. Auch hier habe ich kürzere Madenschrauben verwendet (mitte) |
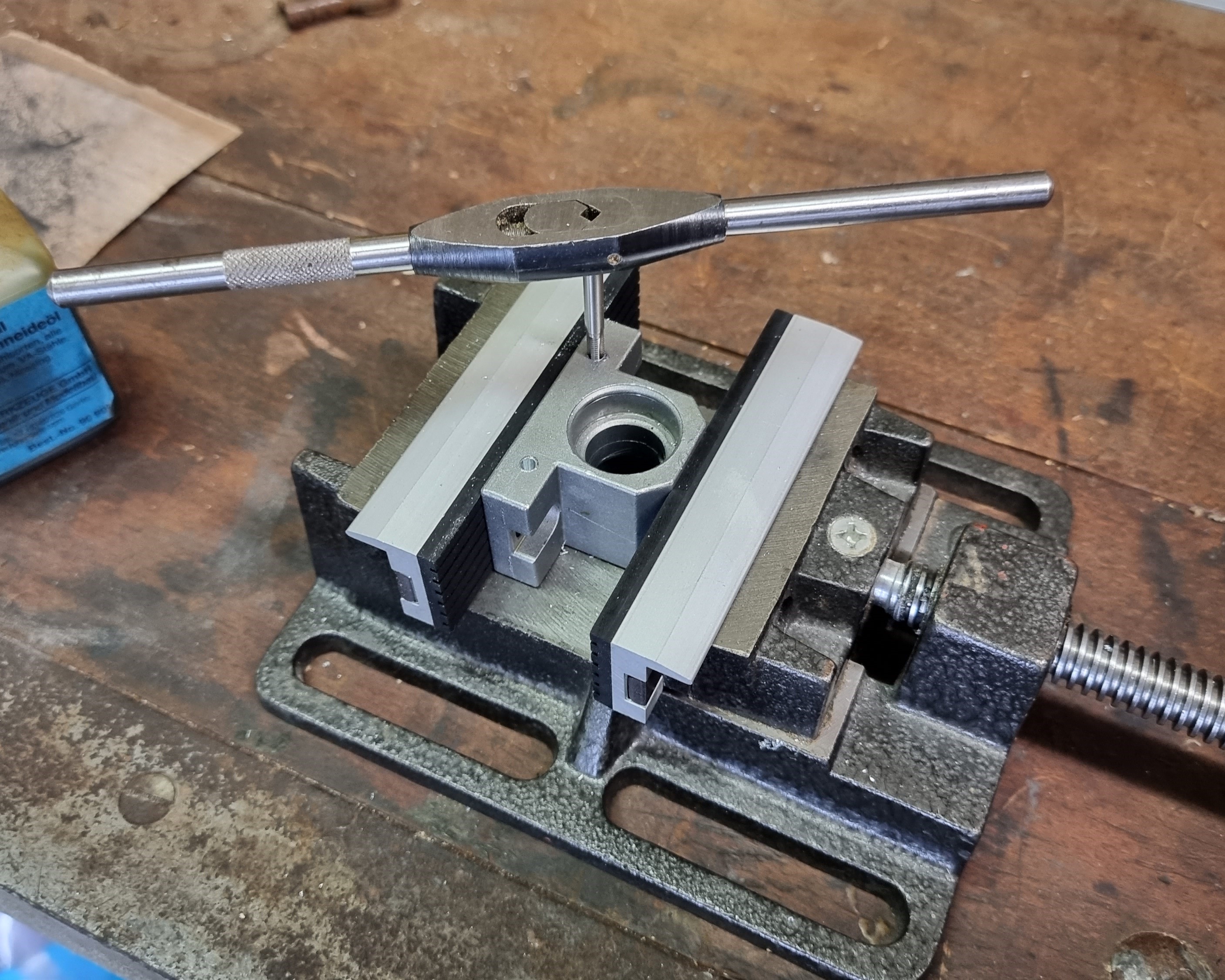
Gewindeschneiden Insgesamt acht M4-Gewinde müssen geschnitten werden, was kein grosses Problem darstellt. |
Wenn alle Gewinde geschnitten sind, werden die Teile der Reihe nach auf die Leitspindel eingesetzt. Die Federaufnahmen werden angeschraubt. Ich habe dazu silbrige (Inox) Schrauben verwendet, statt den mitgelieferten brünierten Schrauben, da diese besser zu Gesamtbild passen.
Zum Schluss werden die Federn entspannt. Dazu den Bettschlitten eng zur Feder positionieren. Unbedingt Lederhandschuhe anziehen, die Feder ist an den Enden messerscharf. Jetzt die Feder zusammendrücken und die Klammer auf einer Seite entfernen. Das freie Ende der Feder positionieren, danach die Klammer ganz entfernen und die andere Seite in die Aufnahme einlegen.
Alle Schrauben festziehen und kontrollieren, dass die Aufnahmen nirgendwo
streifen. Fertig ist der Spindelschutz.
Diese Aufrüstung kann ich jedem nur empfehlen. Es kostet nicht viel und
schützt die Leitspindel sowie deren Mutter sehr zuverlässig vor
Metallspänen. Zudem sieht die Drehmaschine damit professioneller, fertiger
aus.
Lieferquelle: https://de.aliexpress.com/item/32713365125.html
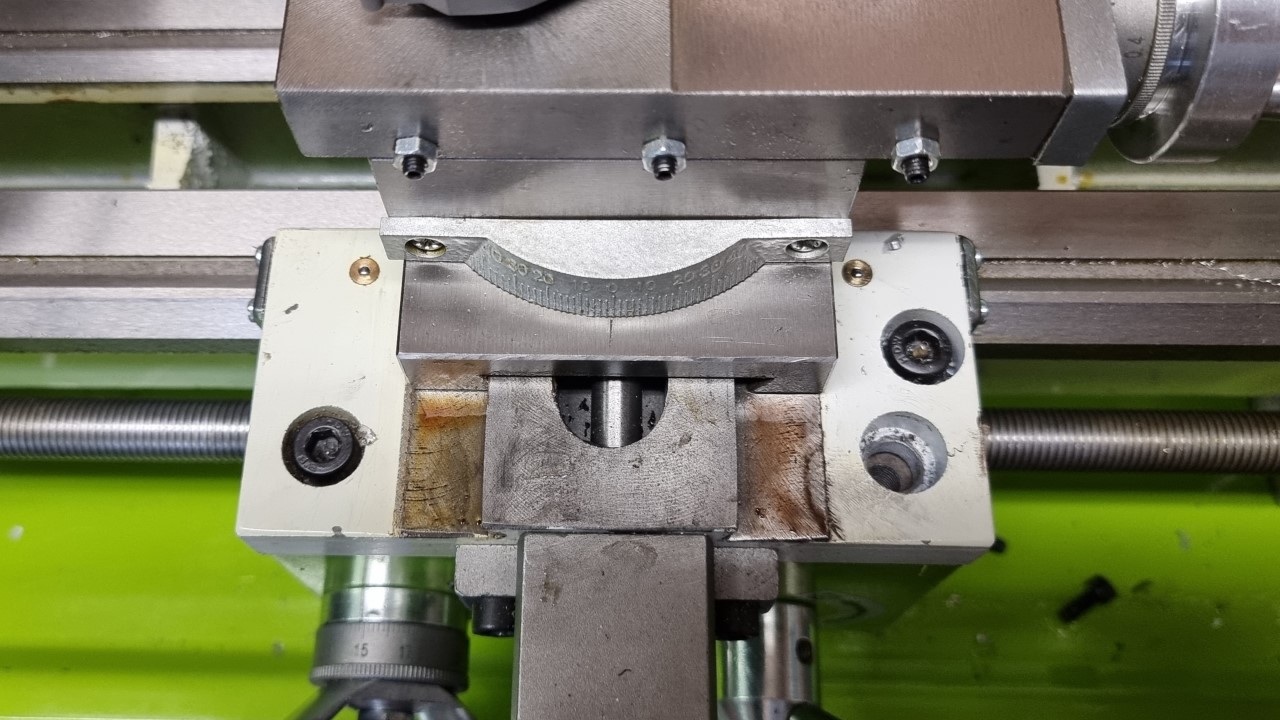
Späneschutz zum Zweiten
Nachdem die Leitspindel gut vor Metallspänen geschützt ist, soll nun auch
die Bettführung geschützt werden.
Dazu werden Faltenbälge verwendet. Diese gibt es in allen erdenklichen
Grössen und Formen.
Ich habe mich für ein U-förmiges Modell mit den Innenmassen 120 x 22mm und
Aussenmassen 160 x 42mm entschieden. Zusammengepresst ist das Teil lediglich
35mm dick, der Verfahrweg des Querschlittens sollte also damit nicht
eingeschränkt werden. Trotzdem lässt sich dieser Faltenbalg bis 400mm
auseinander ziehen.
Die Befestigung wollte ich so gestalten, dass der Faltenbalg ohne Werkzeug schnell entfernt und wieder montiert werden kann. Hier bieten sich Magnete geradezu an.
Eine kurze Stellprobe zeigt, dass die Grösse optimal gewählt ist.
Beim Querschlitten werden zwei Ausschnitte mit einer kleinen Säge und einem
scharfen Messer geschnitten, damit das Teil flach aufliegt. Ein paar
Neodym-Magnete mit Durchmesser 5mm und 6mm Länge hatte ich noch in der
Bastelkiste, diese müssen reichen. Für die Magnete habe ich Löcher mit 4.9mm
Durchmesser in die Endplatten des Faltenbalges gebohrt. Die Magnete können
mit leichtem Druck hineingepresst werden und halten ohne zusätzliche
Verklebung.
Achtung: Neodym-Magnete sind sehr spröde. Es darf kein grosser Druck
ausgeübt werden, ansonsten können sie brechen.
 |
 |
 |
|||
|
Rechte Seite Auf der rechten Seite wurden zwei Ausschnitte in die Endplatte um die Abstreifer des Schlittens geschnitten, damit die Platte plan aufliegt
|
Linke Seite Auf der linken Seite wurden lediglich die Magnete eingepresst. |
Fertig montiert
Das Teil passt perfekt und lässt sich
einfach abnehmen und aufsetzen. |
Mit wenig Aufwand erzielt man mit diesem Faltenbalg einen guten Schutz
der Führungen. Es sieht gut aus und erleichtert die Reinigung der
Drehmaschine enorm: der Faltenbalg kann einfach abgenommen und die Späne
abgeschüttelt werden.
Die drei kleinen Magnete auf jeder Seite reichen völlig aus, um den
Faltenbalg sicher zu halten, auch wenn der Schlitten ganz rechts steht und
der Faltenbalg somit gestreckt ist. Der Verfahrweg des Schlittens wird
hierbei nicht eingeschränkt. An der Maschine selbst muss für diese
Nachrüstung nichts angepasst werden.
Geliefert wurde zwei Stück Faltenbälge. Rechts vom Schlitten habe ich aber
auf einen Schutz verzichtet, da sich hier nur selten Metallspäne verirren.
Lieferquelle: https://de.aliexpress.com/item/32916403531.html
Geändert: 11.08.2022
© Copyright 2001 - 2022 Rainer Lüssi. All Rights Reserved.